8 cicli di spianat u ra – HEIDENHAIN iTNC 530 (340 49x-01) Manuale d'uso
Pagina 424
424
8 Programmazione: Cicli
8.8 Cicli di spianat
u
ra
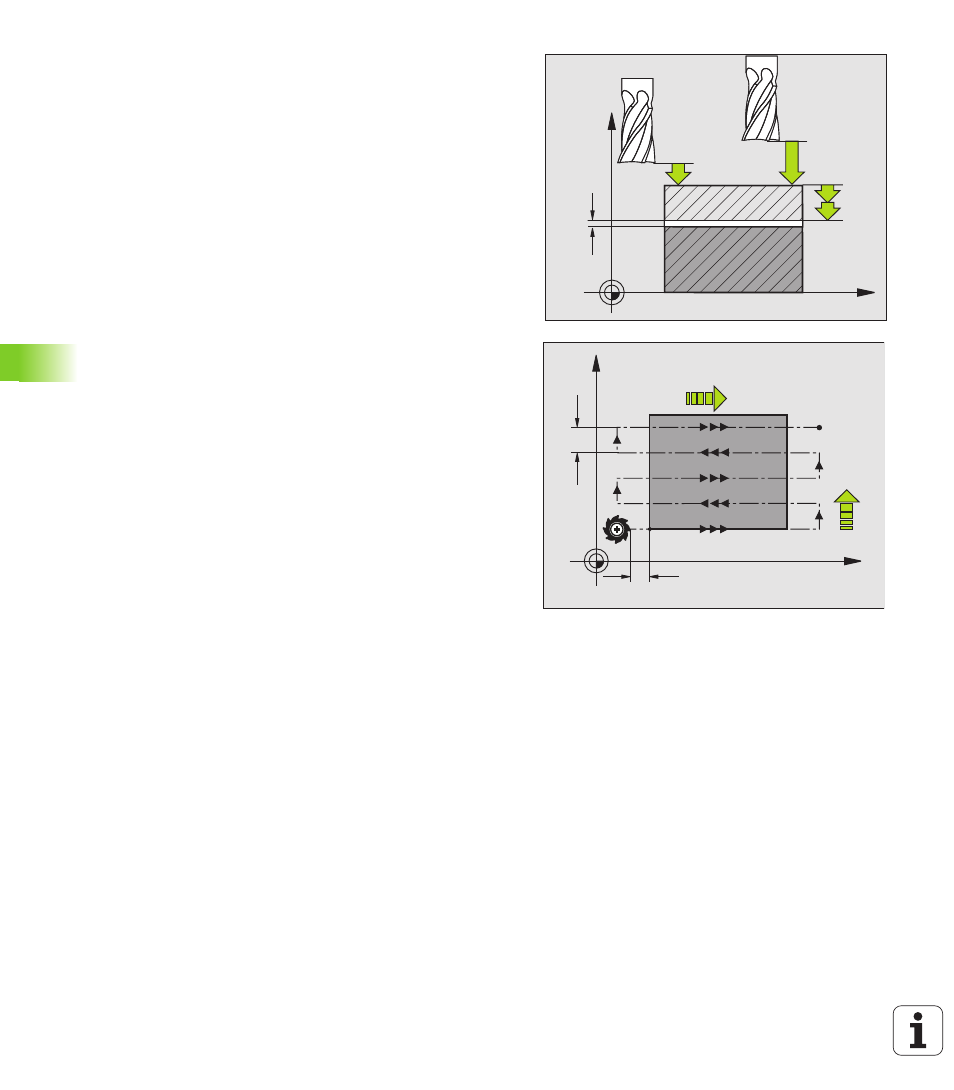
PROFONDITÀ DI ACCOSTAMENTO MASSIMA
Q202 (in valore
incrementale): quota massima dei singoli
accostamenti dell'utensile. Il TNC calcola la profondità
di accostamento effettiva dalla differenza tra punto
finale e punto di partenza nell'asse utensile – tenendo
conto della quota di finitura – in modo eseguire la
lavorazione sempre con la stessa profondità di
accostamento
QUOTA DI FINITURA PROFONDITÀ
Q369 (in valore
incrementale): valore con cui deve essere eseguito
l'ultimo accostamento
MAX. FATTORE DI SOVRAPPOSIZIONE TRAIETTORIE
Q370: massimo accostamento laterale k. Il TNC
calcola l'accostamento laterale effettivo dalla 2ª
lunghezza laterale (Q219) e dal raggio utensile, in
modo da eseguire la lavorazione con accostamento
laterale costante. Se nella tabella utensili è stato
inserito un raggio R2 (ad es. raggio piastra quando si
usa una testa di misura), il TNC riduce in modo
corrispondente l'accostamento laterale
AVANZAMENTO FRESATURA
Q207: velocità di
spostamento dell'utensile durante la fresatura in mm/
min
AVANZAMENTO FINITURA
Q385: velocità di spostamento
dell'utensile durante la fresatura dell'ultimo
accostamento in mm/min
AVANZ. AVVICINAMENTO
Q253: velocità di spostamento
dell'utensile durante l'avvicinamento alla posizione di
partenza e durante lo spostamento sulla riga
successiva in mm/min; se lo spostamento trasversale
avviene nel materiale (Q389=1), il TNC esegue
l'accostamento trasversale con avanzamento di
fresatura Q207
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k