HEIDENHAIN iTNC 530 (340 49x-01) Manuale d'uso
Pagina 137
HEIDENHAIN iTNC 530
137
4.13 F
unzionament
o con pallet con la
v
o
ra
zione or
ientata all’ut
e
nsile
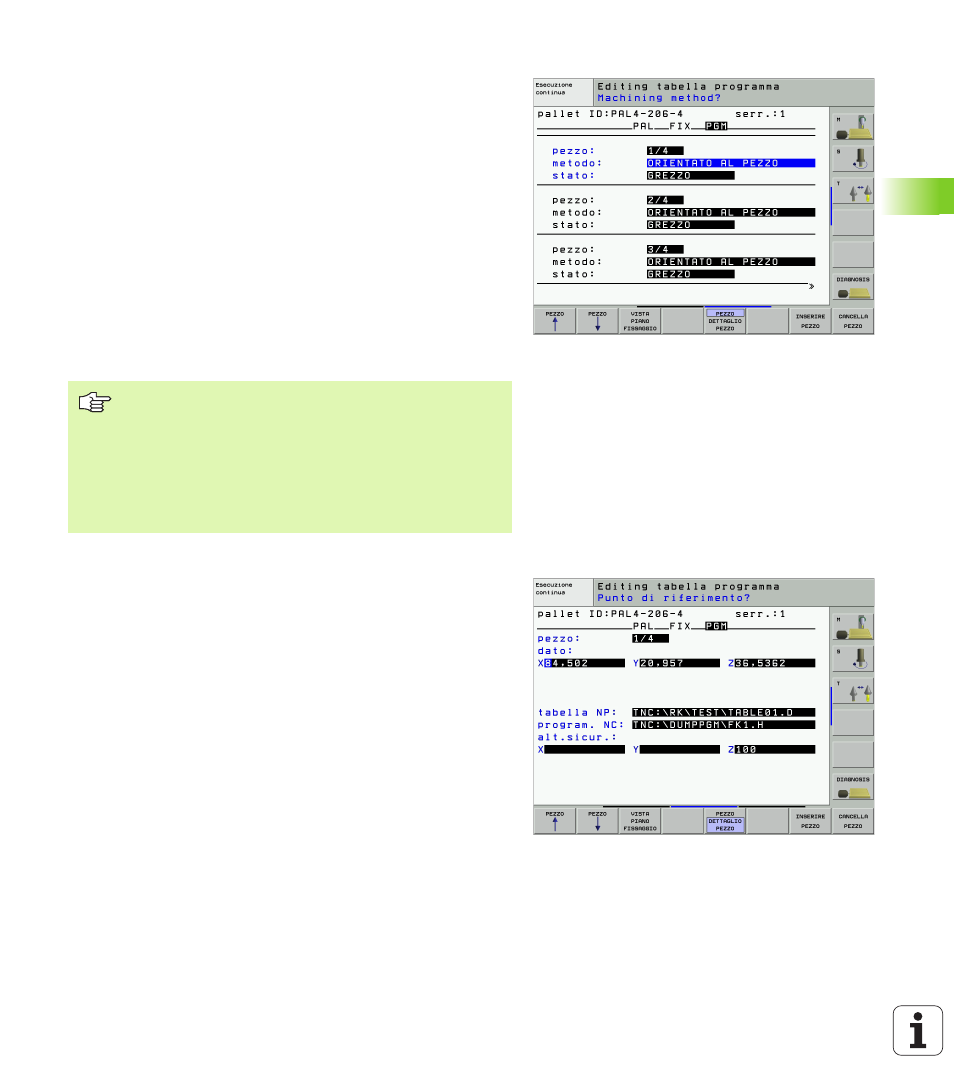
Impostazione del livello pezzo
Pezzo
: viene visualizzato il numero del pezzo, dopo la barretta
inclinata viene visualizzato il numero di pezzi nell'ambito di questo
livello attrezzatura
Metodo
: si possono scegliere due modi di lavorazione: ORIENTATA
AL PEZZO oppure ORIENTATA ALL'UTENSILE. Nella
visualizzazione a tabella il metodo di lavorazione ORIENTATA AL
PEZZO compare come WPO e ORIENTATA ALL'UTENSILE come TO.
Con il softkey COLLEGARE/SEPARARE si identificano i pezzi che nella
lavorazione orientata all'utensile sono coinvolti insieme nel calcolo
della lavorazione. I pezzi collegati sono identificati da un trattino
interrotto, i pezzi separati sono identificati da una linea continua.
Nella visualizzazione a tabella, i pezzi collegati sono identificati nella
colonna METODO con CTO.
Stato
: con il softkey GREZZO il pezzo viene identificato come non
ancora lavorato e nel campo di stato viene inserito BLANK. Utilizzare
il softkey POSTO LIBERO, se si desidera che nel corso della
lavorazione il pezzo venga saltato; nel campo di stato compare
EMPTY
Dettagli di programmazione del livello pezzo
Pezzo
: viene visualizzato il numero del pezzo, dopo la barretta
inclinata viene visualizzato il numero di pezzi nell'ambito di questo
livello attrezzatura oppure livello pallet
Origine
: introdurre l'origine per il pezzo
Tabella orig.
: introdurre il nome ed il percorso della tabella origini
valida per la lavorazione del pezzo. Se si utilizza la stessa tabella
origini per tutti i pezzi, introdurre il nome ed il percorso nel livello
pallet oppure attrezzatura. L'introduzione viene memorizzata
automaticamente nel livello pezzo.
Programma NC
: indicare il percorso del programma NC necessario per
la lavorazione del pezzo
Alt. di sicurezza
(opzionale): posizione di sicurezza per i singoli
assi relativa al pezzo. Il posizionamento alle posizioni definite
avviene solamente se i valori corrispondenti sono stati letti nelle
macro NC e programmati di conseguenza.
Impostare il metodo e lo stato nel livello pallet oppure nel
livello attrezzatura, l'inserimento viene confermato per
tutti i rispettivi pezzi.
In caso di più versioni di pezzo nell'ambito di un livello, i
pezzi di una versione dovrebbero essere indicati in
sequenza. Nella lavorazione orientata all'utensile, i pezzi
della rispettiva versione possono essere identificati con il
softkey COLLEGARE/SEPARARE e lavorati a gruppi.