Impiego – HEIDENHAIN iTNC 530 (340 49x-01) Manuale d'uso
Pagina 129
HEIDENHAIN iTNC 530
129
4.13 F
unzionament
o con pallet con la
v
o
ra
zione or
ientata all’ut
e
nsile
4.13 Funzionamento con pallet con
lavorazione orientata
all’utensile
Impiego
Le tabelle pallet vengono utilizzate in centri di lavoro con cambio
automatico del pallet: la tabella pallet chiama per i vari pallet i relativi
programmi di lavorazione e attiva gli spostamenti dell'origine o le
tabelle origini.
Le tabelle pallet possono essere utilizzate anche per eseguire in
sequenza differenti programmi con diverse origini.
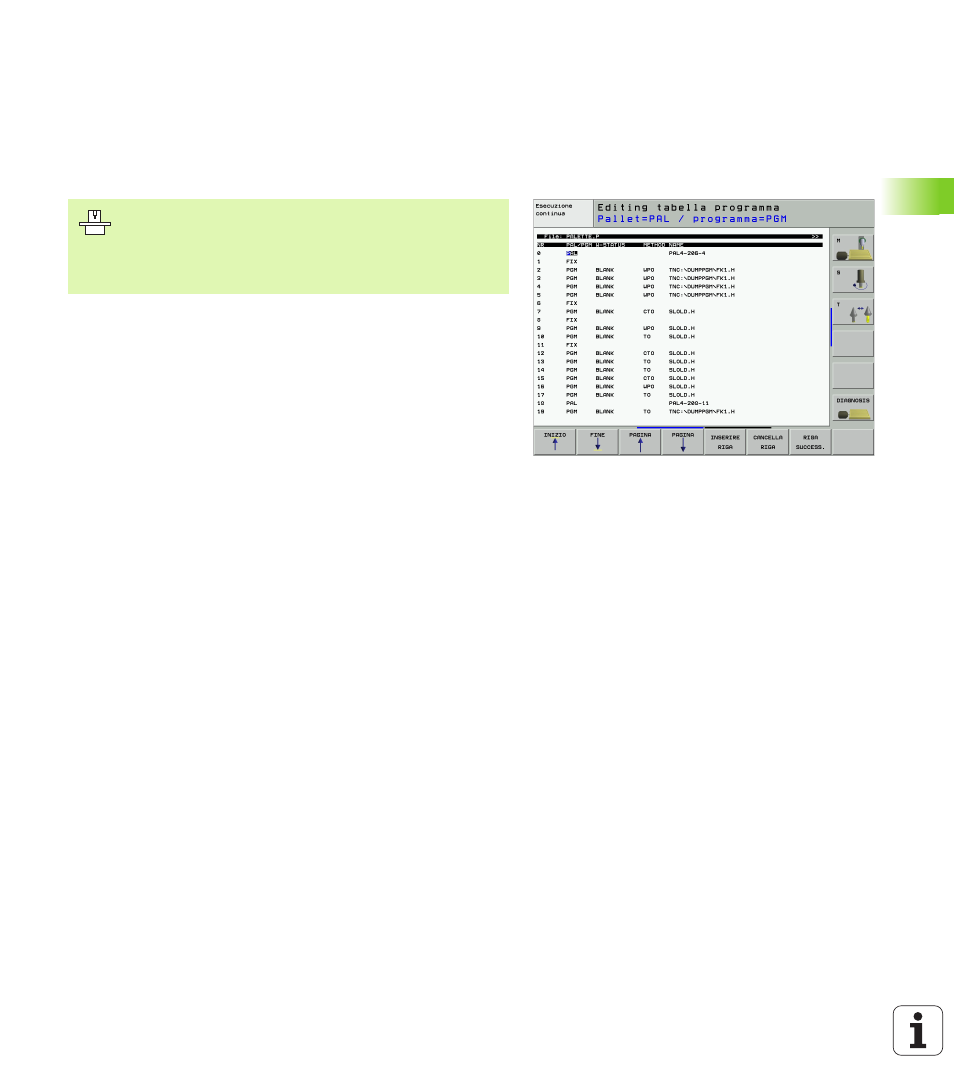
Le tabelle pallet contengono i seguenti dati:
PAL/PGM
(introduzione obbligatoria):
l’introduzione PAL definisce l’identificazione per un pallet, con FIX si
identifica un piano di attrezzatura e con PGM si indica un pezzo
W-STATE
:
stato di lavorazione attuale. Attraverso lo stato di lavorazione si
definisce l’avanzamento della lavorazione. Per un pezzo grezzo
registrare BLANK. Durante la lavorazione il TNC modifica questa
registrazione a INCOMPLETE e quando la lavorazione è completata a
ENDED
. Con la registrazione EMPTY viene identificata una postazione
su cui non è stato serrato nessun pezzo ovvero su cui non è prevista
alcuna lavorazione.
METHOD
(introduzione obbligatoria):
indicazione del metodo con cui viene eseguita l’ottimizzazione del
programma. Con WPO viene eseguita la lavorazione orientata al
pezzo. Con TO viene eseguita la lavorazione del pezzo orientata
all’utensile. Per immettere i pezzi successivi nella lavorazione
orientata all'utensile si deve usare la registrazione CTO (continued
tool oriented). La lavorazione orientata all'utensile è possibile anche
tramite le attrezzature di un pallet, ma non per più pallet
NOME
(introduzione obbligatoria):
nome del pallet, oppure nome del programma. I nomi dei pallet
vengono definiti dal Costruttore della macchina (consultare il
Manuale della macchina). I programmi devono essere memorizzati
nella stessa directory della tabella pallet, altrimenti occorre
introdurre il nome completo del percorso del programma
PRESET
(introduzione a propria scelta):
numero Preset dalla tabella Preset. Il numero Preset qui definito
viene interpretato dal TNC come origine pallet (valore PAL nella
colonna PAL/PGM) oppure come origine pezzo (valore PGM nella riga
PAL/PGM
)
La gestione pallet in collegamento con la lavorazione
orientata all’utensile è una funzione dipendente dalla
macchina. Qui di seguito vengono descritte tutte le
funzioni standard. Consultare anche il Manuale della
macchina.