Per la programmazione, Parametri ciclo, Per la programmazione parametri ciclo – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Manuale d'uso
Pagina 347
HEIDENHAIN TNC 620
347
15.1
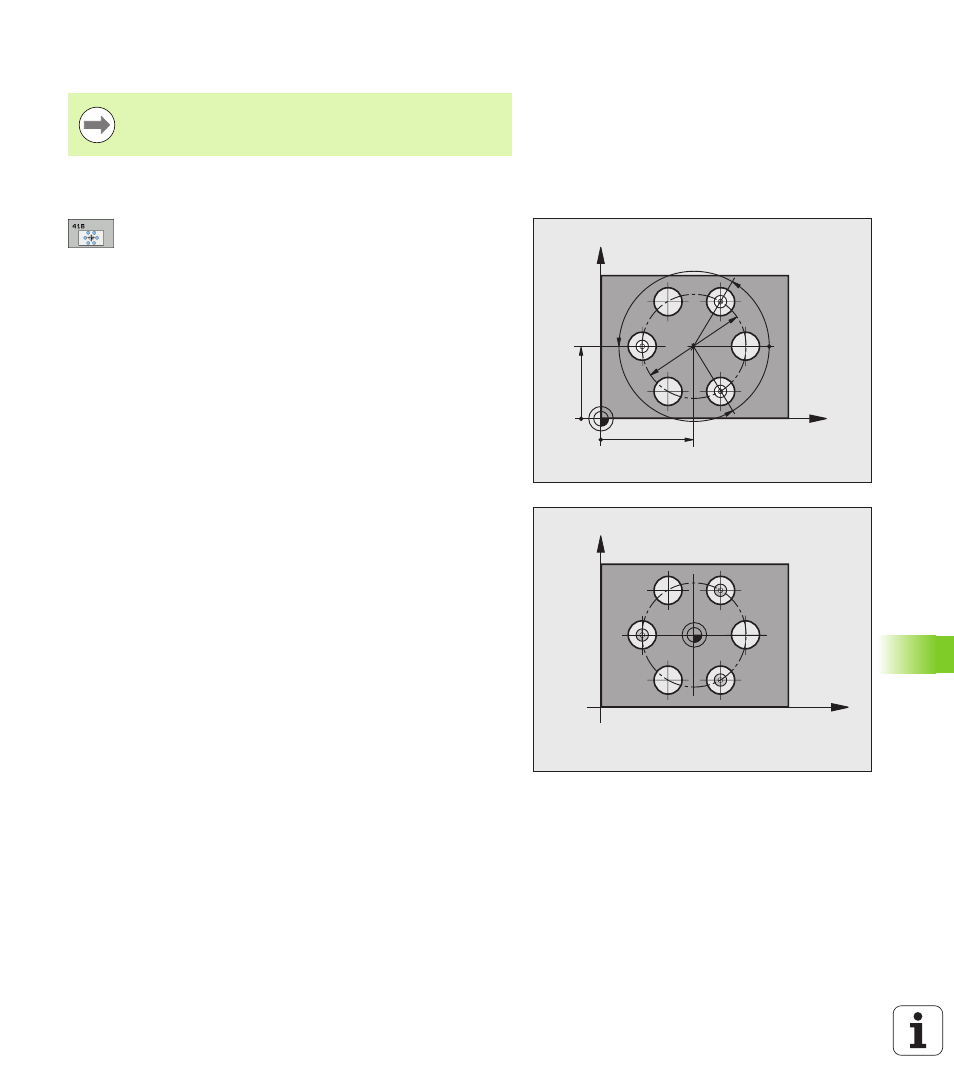
0 ORIGINE SU CENTR
O
CER
C
HIO
DI FORI (ciclo 416, DIN/ISO: G416)
Per la programmazione
Parametri ciclo
U
CENTRO 1º ASSE Q273 (in valore assoluto): centro
del cerchio di fori (valore nominale) nell'asse
principale del piano di lavoro. Campo di immissione da
-99999,9999 a 99999,9999
U
CENTRO 2º ASSE Q274 (in valore assoluto): centro
del cerchio di fori (valore nominale) nell'asse
secondario del piano di lavoro. Campo di immissione
da -99999,9999 a 99999,9999
U
DIAMETRO NOMINALE Q262: inserire il diametro
approssimativo del cerchio di fori. Più piccolo è il
diametro del foro, tanto più precisa deve essere la
programmazione del diametro nominale. Campo di
immissione da -0 a 99999,9999
U
ANGOLO 1ª FORATURA Q291 (in valore
assoluto): angolo in coordinate polari del centro
del primo foro nel piano di lavoro. Campo di
immissione da -360,0000 a 360,0000
U
ANGOLO 2ª FORATURA Q292 (in valore
assoluto): angolo in coordinate polari del centro
del secondo foro nel piano di lavoro. Campo di
immissione da -360,0000 a 360,0000
U
ANGOLO 3ª FORATURA Q293 (in valore assoluto):
angolo in coordinate polari del centro del terzo foro nel
piano di lavoro. Campo di immissione da -360,0000 a
360,0000
U
MIS. ALTEZZA SU ASSE TASTATORE Q261 (in
valore assoluto): coordinata del centro della sfera
(= punto di contatto) nell'asse del tastatore, sul
quale deve essere effettuata la misurazione.
Campo di immissione da -99999,9999 a
99999,9999
U
ALTEZZA DI SICUREZZA Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (dispositivo di
serraggio). Campo di immissione da -99999,9999 a
99999,9999
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
X
Y
Q274
Q273
Q262
Q291
Q293
Q292
X
Y