Esecuzione del ciclo, Per la programmazione, Parametri ciclo – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Manuale d'uso
Pagina 183
HEIDENHAIN TNC 620
183
7.
7 FINITURA FONDO (ciclo 23, DIN/IS
O: G123, opzione sof
tw
a
re
A
d
v
a
nced
pr
ogr
a
mming f
eat
ur
es)
7.7 FINITURA FONDO (ciclo 23,
DIN/ISO: G123, opzione
software Advanced
programming features)
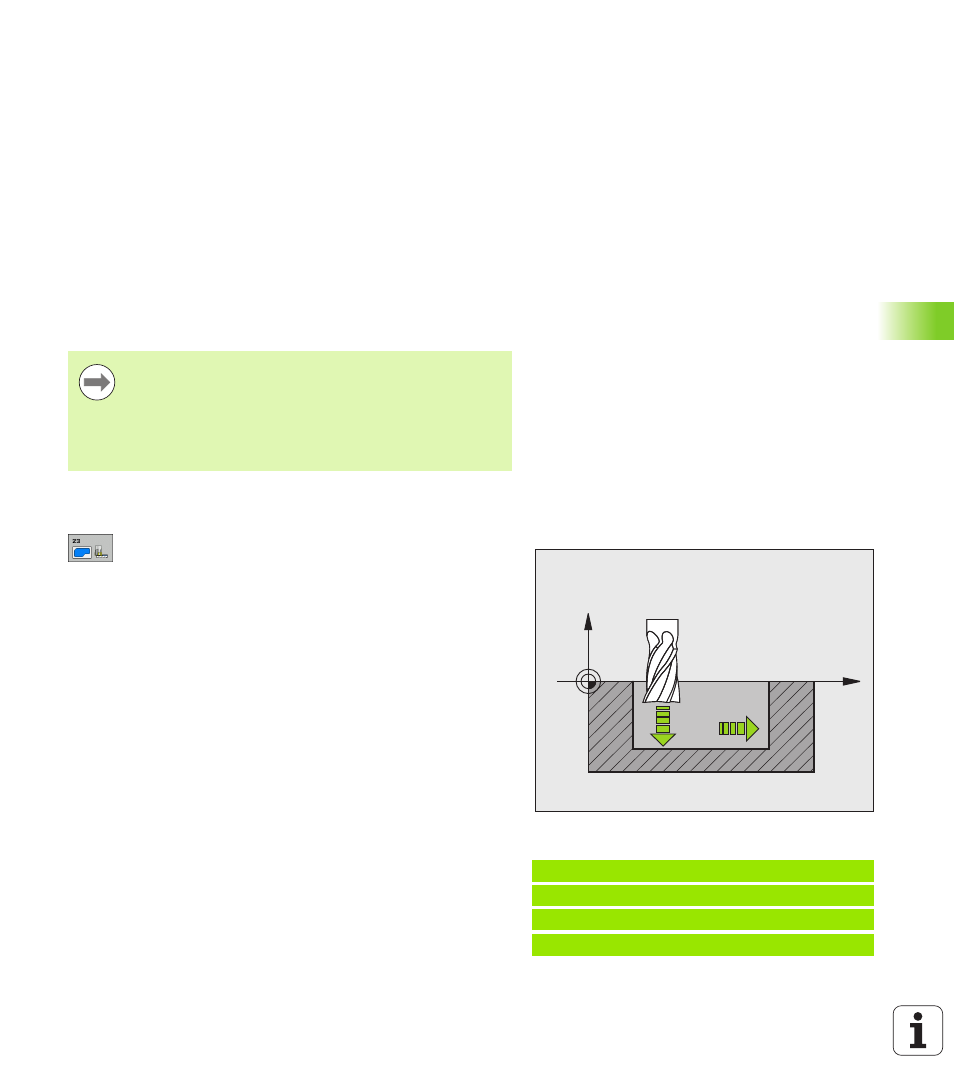
Esecuzione del ciclo
Il TNC porta l'utensile su un cerchio tangenziale verticale sulla
superficie da fresare, se c'è spazio sufficiente. Se lo spazio è ristretto,
il TNC porta verticalmente l'utensile in profondità, per eliminare il
sovrametallo rimasto dalla sgrossatura.
Per la programmazione
Parametri ciclo
U
AVANZAMENTO INCREMENTO Q11: velocità di
spostamento dell’utensile durante la penetrazione.
Campo di immissione da 0 a 99999,9999, in
alternativa FAUTO, FU, FZ
U
AVANZAMENTO SVUOTAMENTO Q12:
avanzamento di fresatura. Campo di immissione da 0
a 99999,9999, in alternativa FAUTO, FU, FZ
U
AVANZAMENTO RITORNO Q208: velocità di
avanzamento dell'utensile durante l'uscita dopo la
lavorazione in mm/min. Impostando Q208=0, il TNC
estrae l'utensile con avanzamento Q12. Campo di
immissione da 0 a 99999,9999, in alternativa FMAX,
FAUTO
Il punto di partenza per la finitura viene determinato
automaticamente dal TNC e dipende dalle condizioni di
spazio nella tasca.
Il raggio di approccio per il posizionamento alla profondità
finale è definito internamente ed è indipendente
dall'angolo di penetrazione massima dell'utensile.
Esempio: blocchi NC
60 CYCL DEF 23 FINITURA FONDO
Q11=100
;AVANZ. INCREMENTO
Q12=350
;AVANZ. PER SVUOT.
Q208=99999 ;AVANZAM. RITORNO
X
Z
Q11
Q12