HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Manuale d'uso
Pagina 274
274
Cicli di lavorazione: spianatura
1
0
.5 FRESA
T
URA A SPIANARE
(ciclo
232, DIN/ISO:
G232)
LUNGHEZZA LATO PRIMARIO
Q218 (in valore
incrementale): lunghezza della superficie da lavorare
nell'asse principale del piano di lavoro. Attraverso il
segno, è possibile definire la direzione della prima
traiettoria di fresatura riferita al Punto di partenza 1º
asse
. Campo di immissione da -99999,9999 a
99999,9999
LUNGHEZZA LATO SECONDARIO
Q219 (in valore
incrementale): lunghezza della superficie da lavorare
nell'asse secondario del piano di lavoro. Attraverso il
segno, è possibile definire la direzione del primo
accostamento trasversale riferito al Punto di
partenza 2º asse
. Campo di immissione da
-99999,9999 a 99999,9999
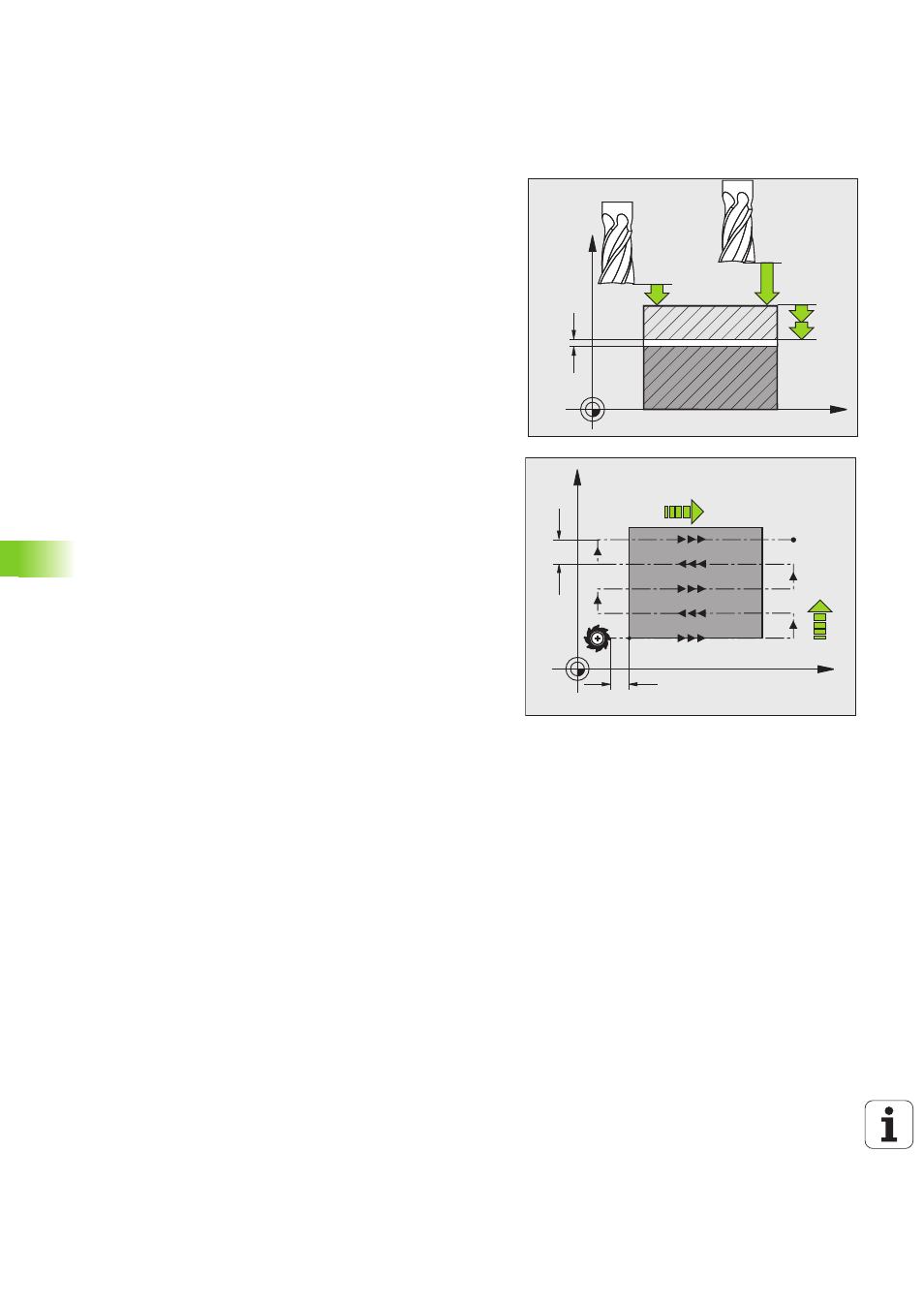
PROFONDITÀ MASSIMA INCREMENTO
Q202 (in valore
incrementale): quota di accostamento massima
dell'utensile. Il TNC calcola la profondità incremento
effettiva dalla differenza tra punto finale e punto di
partenza nell'asse utensile – tenendo conto del
sovrametallo per finitura – in modo eseguire la
lavorazione sempre con la stessa profondità
incremento. Campo di immissione da 0 a 99999,9999
SOVRAMETALLO PROFONDITÀ
Q369 (in valore
incrementale): valore con cui deve essere eseguito
l'ultimo accostamento. Campo di immissione da 0 a
99999,9999
MAX. FATTORE SOVRAPP. TRAIETT.
Q370: massimo
accostamento laterale k. Il TNC calcola
l'accostamento laterale effettivo dalla 2ª lunghezza
laterale (Q219) e dal raggio utensile, in modo da
eseguire la lavorazione con accostamento laterale
costante. Se nella tabella utensili è stato inserito un
raggio R2 (ad es. raggio dell’inserto usando un
utensile con tagliente frontale), il TNC riduce in modo
corrispondente l'accostamento laterale. Campo di
immissione da 0,1 a 1,9999, in alternativa PREDEF
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k