HEIDENHAIN CNC Pilot 4290 Pilot Manuale d'uso
Pagina 87
87
Fresatura
Fresatura profilo G840
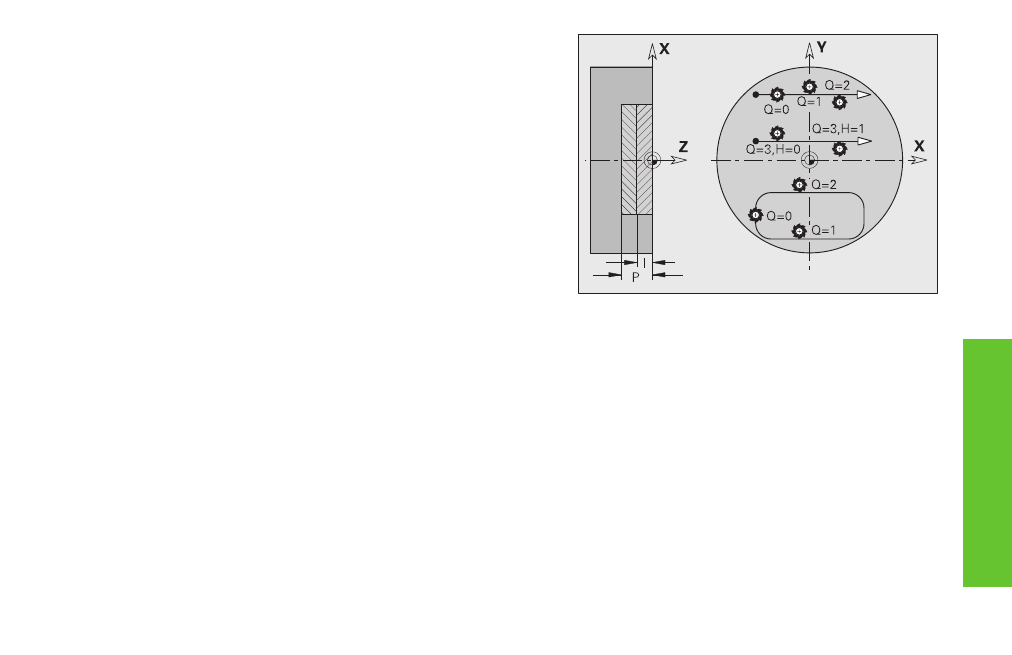
L'istruzione G840 fresa, rifinisce, incide o sbava matrici o ”profili
liberi” (profili aperti o chiusi).
Parametri
Q:
Tipo ciclo (= punto di fresatura)
■
Q=0: centro fresa sul profilo (senza FRK)
■
Q=1 – profilo chiuso: fresatura interna
■
Q=1 – profilo aperto: a sinistra in direzione di lavorazione
■
Q=2 – profilo chiuso: fresatura esterna
■
Q=2 – profilo aperto: a destra in direzione di lavorazione
■
Q=3 (solo con profilo aperto): dipende dalla ”Direzione di
fresatura H” e dal senso di rotazione della fresa se il profilo
viene fresato a sinistra o a destra
NS:
Numero blocco – Inizio sezione profilo
■
Matrici: numero blocco matrice
■
”Profilo libero” (aperto o chiuso): primo elemento del profilo
(non punto di partenza)
NE:
Numero blocco – Fine sezione profilo
■
Matrici: nessuna immissione
■
Profili chiusi: senza immissione
■
Profili aperti: ultimo elemento del profilo da fresare
■
Profilo composto da un solo elemento: senza immissione
H:
Direzione di fresatura – default: 0
■
H=0: discorde
■
H=1: concorde
I:
Avanzamento (massimo) – Nessuna immissione: fresatura in un
avanzamento
F:
Avanzamento di lavorazione (per avanzamento in profondità) –
default: avanzamento attivo
E:
Avanzamento ridotto per elementi circolari – Nessuna
immissione: avanzamento attuale
R:
Raggio arco di avvicinamento/allontanamento – default: 0
■
R=0: l'elemento del profilo viene raggiunto direttamente;