HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 418
418
9 Programmazione: Sottoprogrammi e ripetizione di blocchi di programma
9
.6
Es
e
m
p
i di
pr
o
g
ra
m
m
a
z
ione
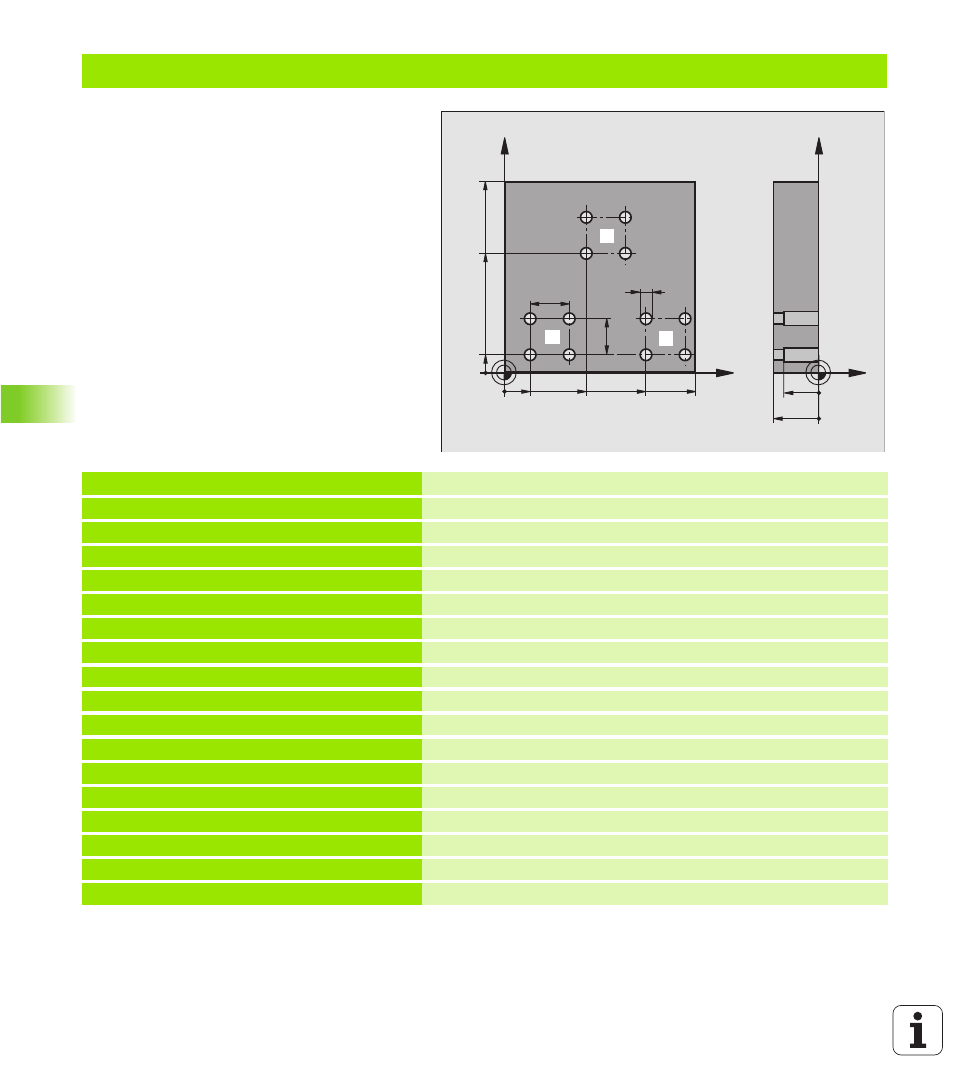
Esempio: Lavorazione di gruppi di fori con più utensili
Esecuzione del programma
n
Programmazione dei cicli di lavorazione nel
programma principale
n
Richiamo della sagoma di foratura completa
(sottoprogramma 1)
n
Posizionamento sui gruppi di fori nel
sottoprogramma 1, richiamo gruppo di fori
(sottoprogramma 2)
n
Una sola programmazione del gruppo di fori nel
sottoprogramma 2
%U P 2 G 71 *
N1 0 G 3 0 G 1 7 X +0 Y+ 0 Z - 40 *
N2 0 G 3 1 G 9 0 X +1 0 0 Y +1 0 0 Z +0 *
N3 0 G 9 9 T 1 L + 0 R +4 *
Definizione utensile, punta per centrare
N4 0 G 9 9 T 2 L + 0 R +3 *
Definizione dell'utensile, punta
N5 0 G 9 9 T 3 L + 0 R +3 , 5 *
Definizione utensile, alesatore
N6 0 T 1 G 1 7 S 5 00 0 *
Chiamata utensile, punta per centrare
N7 0 G 0 0 G 4 0 G 90 Z+ 2 50 *
Disimpegno utensile
N8 0 G 2 00 F OR A TU R A
Definizione del ciclo "Foratura di centratura"
Q 20 0 =2
;D I S T. DI SI C UR E ZZ A
Q 20 1 =- 3
;P R O FO N DI T À
Q 20 6 =2 5 0
;A V A NZ . I N CR E ME N TO
Q 20 2 =3
;P R O F. AC C OS T AM E NT O
Q 21 0 =0
;F . TE M PO SO S TA SO P RA
Q 20 3 =+ 0
;C O O R. SU P ER F .
Q 20 4 =1 0
;2 . DI S T. DI SI C UR E ZZ A
Q 21 1 =0 , 2
;T E M PO DI SO S TA SO T TO
N9 0 L 1 ,0 *
Chiamata sottoprogramma 1 per sagoma di foratura completa
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
1
1
1
2
1
3