Sagoma di punti su cerchi (ciclo 220) – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuale d'uso
Pagina 327
HEIDENHAIN iTNC 530
327
8
.5
C
ic
li
pe
r l
a
de
fi
n
iz
ione
di
s
a
g
o
m
e
di
pu
nt
i
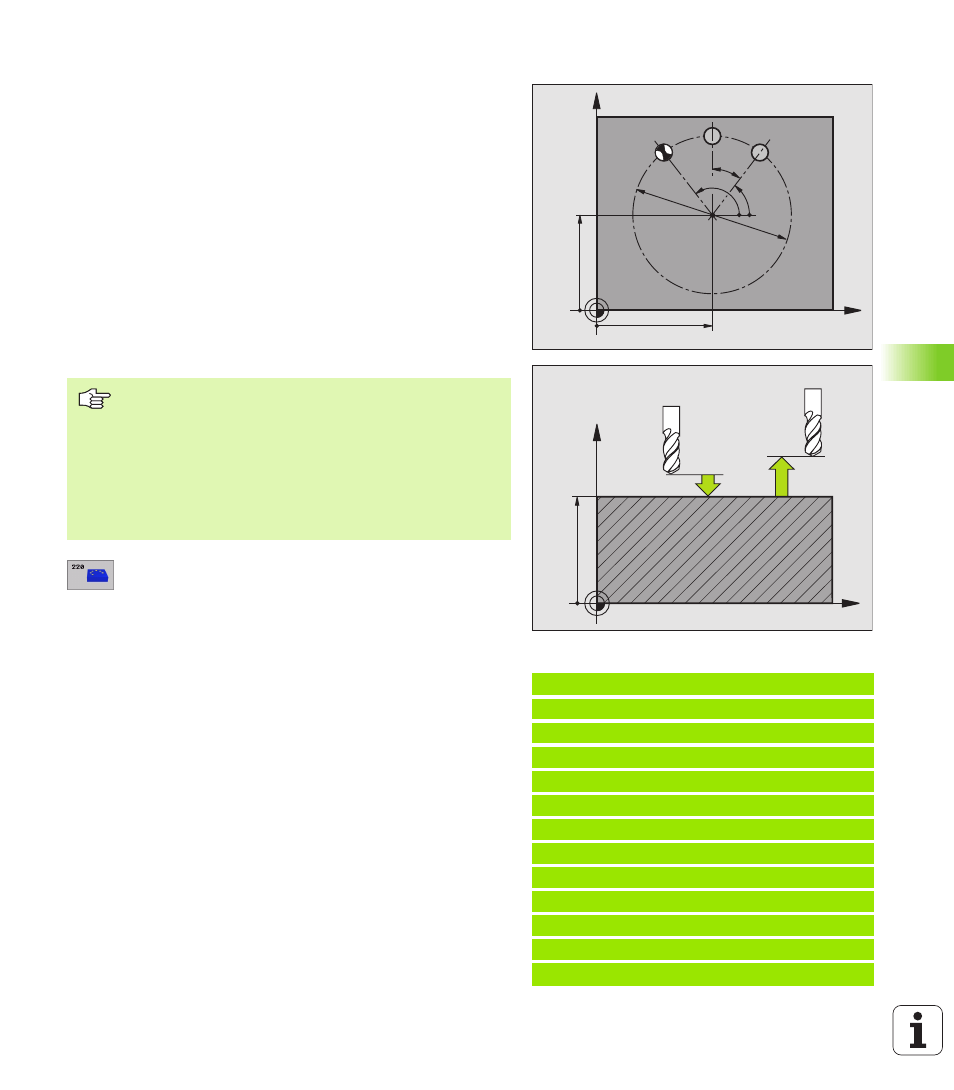
SAGOMA DI PUNTI SU CERCHI (Ciclo 220)
1
Il TNC porta in rapido l'utensile dalla posizione attuale sul punto di
partenza della prima lavorazione.
Sequenza:
n
2. DISTANZA DI SICUREZZA (assi del mandrino)
n
Posizionamento sul punto di partenza del piano di lavoro
n
Posizionamento alla distanza di sicurezza sopra la superficie del
pezzo (asse mandrino)
2
Da questa posizione il TNC esegue il ciclo di lavorazione definito
per ultimo
3
Successivamente il TNC posiziona l'utensile con un movimento
lineare sul punto di partenza della lavorazione successiva; l'utensile
si trova alla DISTANZA DI SICUREZZA (oppure alla 2ª DISTANZA DI
SICUREZZA)
4
Questa procedura (da 1 a 3) si ripete fino alla conclusione di tutte
le lavorazioni
U
U
U
U
CENTRO 1º ASSE
Q216 (in valore assoluto): centro del
cerchio primitivo nell'asse principale del piano di
lavoro
U
U
U
U
CENTRO 2º ASSE
Q217 (in valore assoluto): centro del
cerchio primitivo nell'asse secondario del piano di
lavoro
U
U
U
U
DIAMETRO RETICOLO
Q244: diametro reticolo
U
U
U
U
ANGOLO DI PARTENZA
Q245 (in valore assoluto): angolo
tra l'asse principale del piano di lavoro e il punto di
partenza della prima lavorazione sul cerchio primitivo
U
U
U
U
ANGOLO FINALE
Q246 (in valore assoluto): angolo tra
l'asse principale del piano di lavoro e il punto iniziale
dell'ultima lavorazione sul cerchio primitivo (non vale
per cerchi pieni); inserire l'angolo finale diverso
dall'angolo iniziale; se per l'angolo finale viene inserito
un valore maggiore di quello dell'angolo iniziale, la
lavorazione viene eseguita in senso antiorario,
altrimenti in senso orario
Esempio: Blocchi NC
N 5 30 G2 2 0 C ER C H IO SA G OM E
Q2 1 6= + 50
; C EN T RO 1 ° A SS E
Q2 1 7= + 50
; C EN T RO 2 ° A SS E
Q2 4 4= 8 0
; D IA M . C E RC H IO PR I M.
Q2 4 5= + 0
; A NG O LO D I P AR T EN Z A
Q2 4 6= + 36 0
; A NG O LO F IN A LE
Q2 4 7= + 0
; A NG O LO I NC R EM .
Q2 4 1= 8
; N . D I L A VO R AZ I ON I
Q2 0 0= 2
; D IS T . D I S I CU R EZ Z A
Q2 0 3= + 30
; C OO R . S U PE R F.
Q2 0 4= 5 0
; 2 . D IS T . D I S I CU R EZ Z A
Q2 0 3= 1
; A ND A RE A D A LT . S I C.
Q3 6 5= 0
; T IP O D I SP O ST A ME N TO
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
X
Z
Q200
Q203
Q204
Da osservare prima della programmazione
Il ciclo 220 è DEF attivo, cioè chiama automaticamente
l'ultimo ciclo di lavorazione definito!
Se uno dei cicli di lavorazione da G200 a G209, da G212 a
G215 e da G262 a G267 viene combinato con il ciclo G220,
sono valide la DISTANZA DI SICUREZZA, la SUPERFICIE
DEL PEZZO e la 2ª DISTANZA DI SICUREZZA del ciclo
G220!