5 cicli sl – HEIDENHAIN TNC 620 (340 56x-01) Manuale d'uso
Pagina 310
310
8 Programmazione: cicli
8.5 Cicli SL
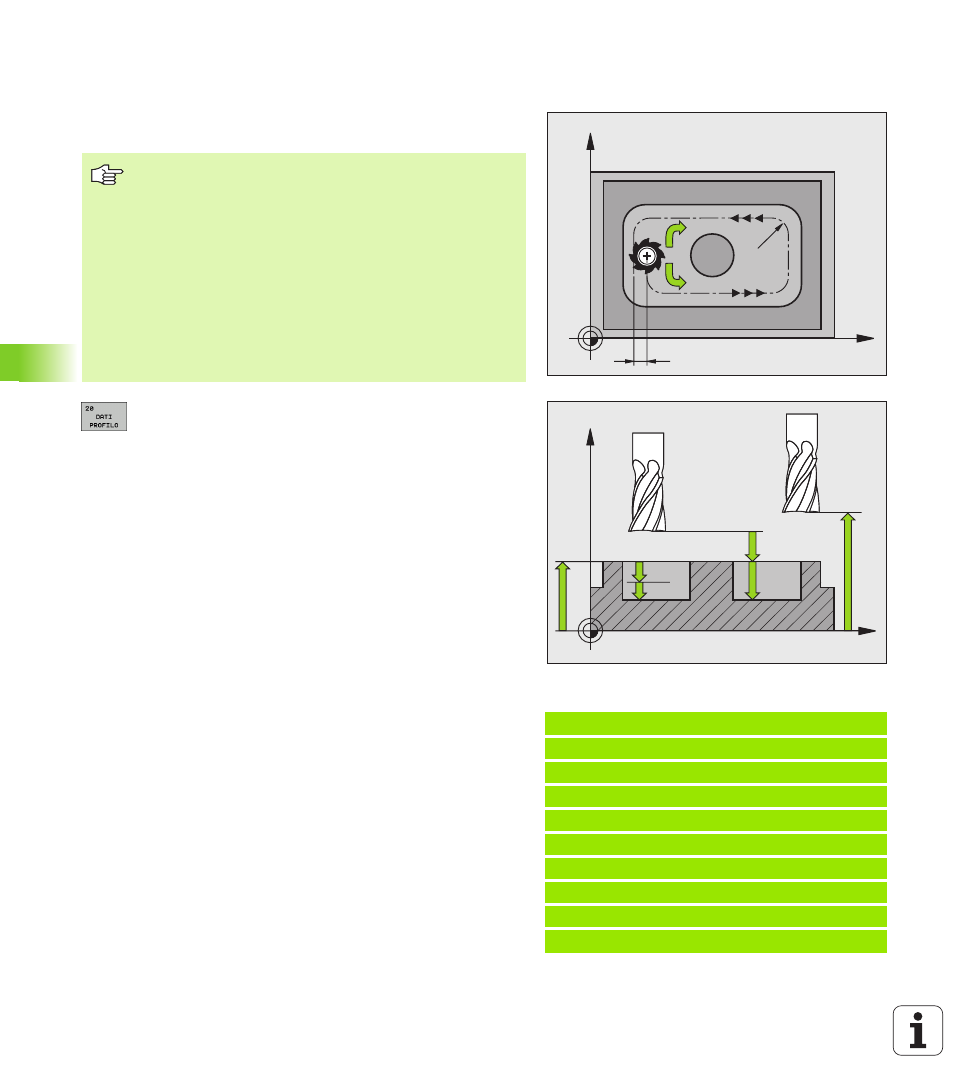
DATI DEL PROFILO (ciclo 20, opzione software
Advanced programming features)
Nel ciclo 20 vengono inserite tutte le informazioni di lavorazione per i
sottoprogrammi di definizione dei segmenti di profilo.
PROFONDITÀ DI FRESATURA
Q1 (incrementale): distanza
tra la superficie del pezzo e il fondo della tasca.
FATTORE DI SOVRAPPOSIZIONE TRAIETTORIE
Q2: Q2 x
raggio utensile dà l’accostamento laterale k.
QUOTA DI FINITURA LATERALE
Q3 (incrementale):
sovrametallo di finitura nel piano di lavoro.
SOVRAMETALLO PROFONDITÀ
Q4 (incrementale):
sovrametallo di finitura per la profondità
COORD. SUPERFICIE PEZZO
Q5 (assoluto): coordinata
assoluta della superficie del pezzo
DISTANZA DI SICUREZZA
Q6 (incrementale): distanza
tra la superficie frontale dell’utensile e la superficie
del pezzo
ALTEZZA DI SICUREZZA
Q7 (assoluto): altezza assoluta
che esclude qualsiasi collisione con il pezzo (per il
posizionamento intermedio e il ritiro alla fine del ciclo)
RAGGIO DI ARROTONDAMENTO INTERNO
Q8: raggio di
arrotondamento per "spigoli interni"; il valore
programmato si riferisce alla traiettoria del centro
dell'utensile
SENSO ROT.? ORARIO = -1
Q9: direzione della
lavorazione per tasche
iQ9 = -1 senso discorde per tasca e isola
Q9 = +1 senso concorde per tasca e isola
Esempio: blocchi NC
57 CYCL DEF 20 DATI PROFILO
Q1=-20
;PROF. FRESATURA
Q2=1
;SOVRAPP. TRAIETT. UT.
Q3=+0.2
;SOVRAM. LATERALE
Q4=+0.1
;SOVRAM. PROFONDITÀ
Q5=+30
;COORD. SUPERFICIE
Q6=2
;DISTANZA SICUREZZA
Q7=+80
;ALTEZZA DI SICUREZZA
Q8=0.5
;RAGGIO ARROTOND.
Q9=+1
;SENSO DI ROTAZIONE
X
Y
k
Q9=+1
Q8
Q9=1
X
Z
Q6
Q7
Q1
Q10
Q5
Prima della programmazione
Il ciclo 20 è DEF-attivo, cioè il ciclo 20 è attivo dalla sua
definizione nel programma di lavorazione.
Il segno del parametro ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità =
0 il TNC esegue il ciclo in questione a profondità 0.
I dati di lavorazione definiti nel ciclo 20 valgono anche per
i cicli da 21 a 24.
Utilizzando i cicli SL in programmi con parametri Q, i
parametri da Q1 a Q20 non possono essere utilizzati quali
parametri di programma.