3 misur a zio n e aut o mat ica dei pezzi – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Manuale d'uso
Pagina 141
HEIDENHAIN TNC 320
141
3.3 Misur
a
zio
n
e aut
o
mat
ica dei pezzi
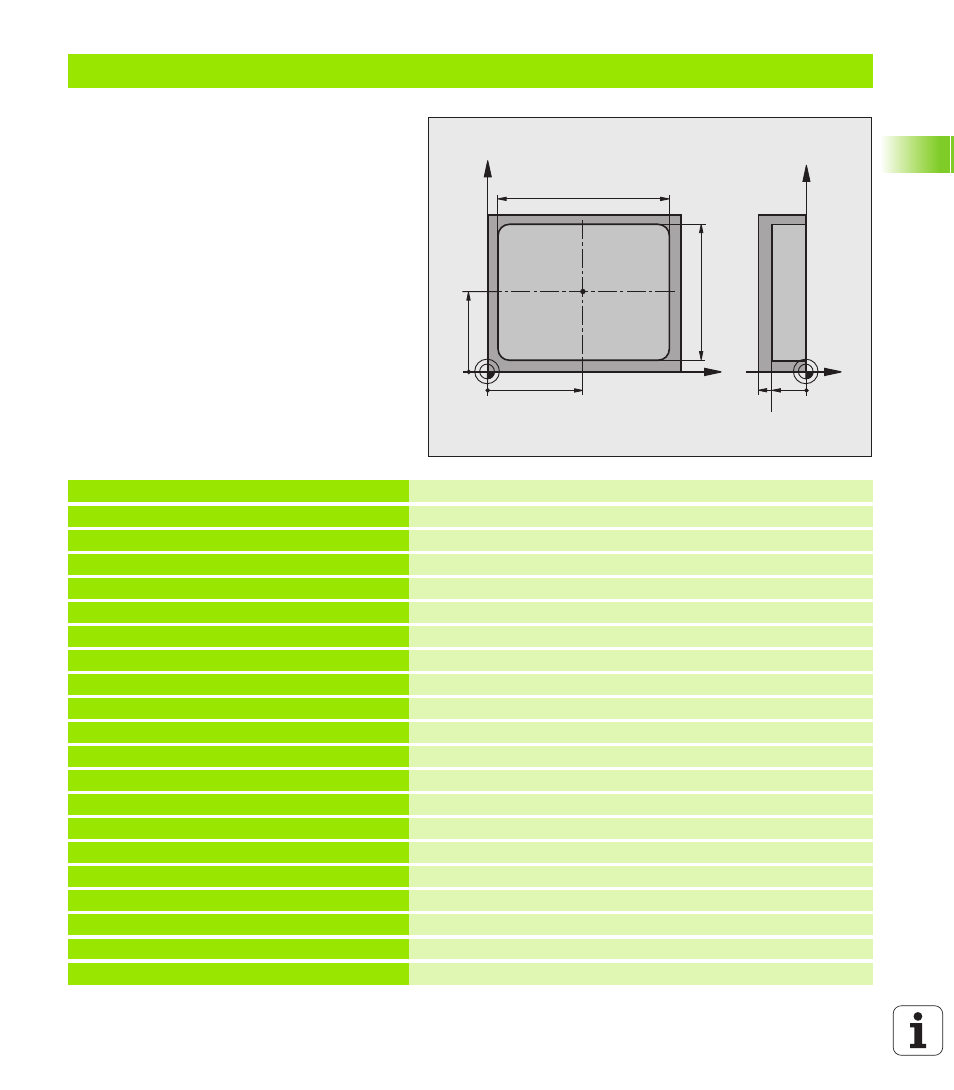
Esempio: misurazione tasca rettangolare, protocollo risultati di misura
0 BEGIN PGM BSMESS MM
1 TOOL CALL 1 Z
Chiamata del tastatore
2 L Z+100 R0 FMAX
Disimpegno del tastatore
3 TCH PROBE 423 MISURA RETTANG. INTERNO
Q273=+50
;CENTRO 1º ASSE
Q274=+40
;CENTRO 2º ASSE
Q282=90
;LUNGHEZZA 1º LATO
Lunghezza nominale in X
Q283=70
;LUNGHEZZA 2º LATO
Lunghezza nominale in Y
Q261=-5
;ALTEZZA MISURATA
Q320=0
;DISTANZA SICUREZZA
Q260=+20
;ALTEZZA DI SICUREZZA
Q301=0
;SPOSTARSI A ALT. SICUR.
Q284=90.15
;LIMITE MASSIMO 1º LATO
Quota massima in X
Q285=89.95
;LIMITE MINIMO 1º LATO
Quota minima in X
Q286=70.1
;LIMITE MASSIMO 2º LATO
Quota massima in Y
Q287=69.9
;LIMITE MINIMO 2º LATO
Quota minima in Y
Q279=0.15
;TOLLERANZA 1º CENTRO
Offset posizione ammesso in X
Q280=0.1
;TOLLERANZA 2º CENTRO
Offset posizione ammesso in Y
Q281=1
;PROTOCOLLO DI MIS.
Emissione del protocollo di misura nel file.
Q309=0
;STOP PGM SE ERRORE
Senza visual. messaggio errore con superamento tolleranza
Q330=0
;NUMERO UTENSILE
Senza controllo utensile
X
Y
50
40
70
90
Z
Y
-15
-20