Esempi di programmazione 7.6 – HEIDENHAIN TNC 620 (34056x-04) ISO programming Manuale d'uso
Pagina 211
Esempi di programmazione
7.6
7
TNC 620 | Manuale utente Programmazione DIN/ISO | 8/2013
211
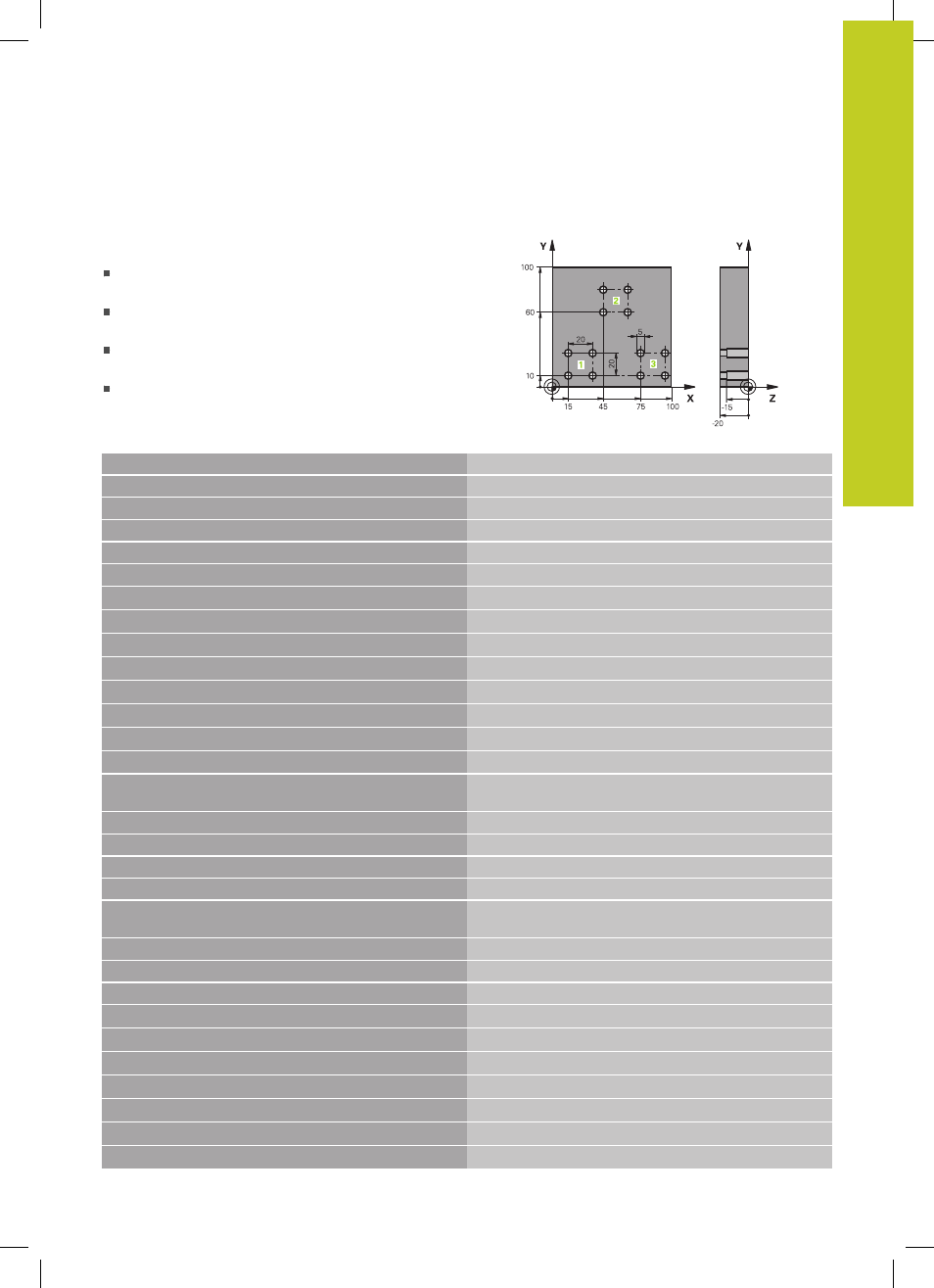
Esempio: lavorazione di gruppi di fori con più utensili
Esecuzione del programma
Programmazione dei cicli di lavorazione nel
programma principale
Richiamo della sagoma di foratura completa
(sottoprogramma 1)
Posizionamento sui gruppi di fori nel sottoprogramma
1, richiamo gruppo di fori (sottoprogramma 2)
Una sola programmazione del gruppo di fori nel
sottoprogramma 2
%UP2 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S5000 *
Chiamata utensile punta per centrare
N40 G00 G40 G90 Z+250 *
Disimpegno utensile
N50 G200 FORATURA
Definizione del ciclo "Centrinatura"
Q200=2
;DISTANZA SICUREZZA
Q201=-3
;PROFONDITÀ
Q206=250
;AVANZ. INCREMENTO
Q202=3
;PROF. INCREMENTO
Q210=0
;TEMPO ATTESA SOPRA
Q203=+0
;COORD. SUPERF.
Q204=10
;2ª DIST. SICUREZZA
Q211=0.2
;TEMPO ATTESA SOTTO
N60 L1,0 *
Chiamata sottoprogramma 1 per sagoma di foratura
completa
N70 G00 Z+250 M6 *
Cambio utensile
N80 T2 G17 S4000 *
Chiamata utensile punta
N90 D0 Q201 P01 -25 *
Nuova profondità per la foratura
N100 D0 Q202 P01 +5 *
Nuovo accostamento per la foratura
N110 L1,0 *
Chiamata sottoprogramma 1 per sagoma di foratura
completa
N120 G00 Z+250 M6 *
Cambio utensile
N130 T3 G17 S500 *
Chiamata utensile alesatore
N140 G201 ALESATURA
Definizione del ciclo "Alesatura"
Q200=2
;DISTANZA SICUREZZA
Q201=-15
;PROFONDITÀ
Q206=250
;AVANZ. INCREMENTO
Q211=0.5
;TEMPO ATTESA SOTTO
Q208=400
;INVERS. AVANZAMENTO
Q203=+0
;COORD. SUPERF.
Q204=10
;2ª DIST. SICUREZZA