Arrotondamento spigoli g25, Movimenti traiettoria - coordinate cartesiane 6.4 – HEIDENHAIN TNC 620 (34056x-04) ISO programming Manuale d'uso
Pagina 181
Movimenti traiettoria - Coordinate cartesiane
6.4
6
TNC 620 | Manuale utente Programmazione DIN/ISO | 8/2013
181
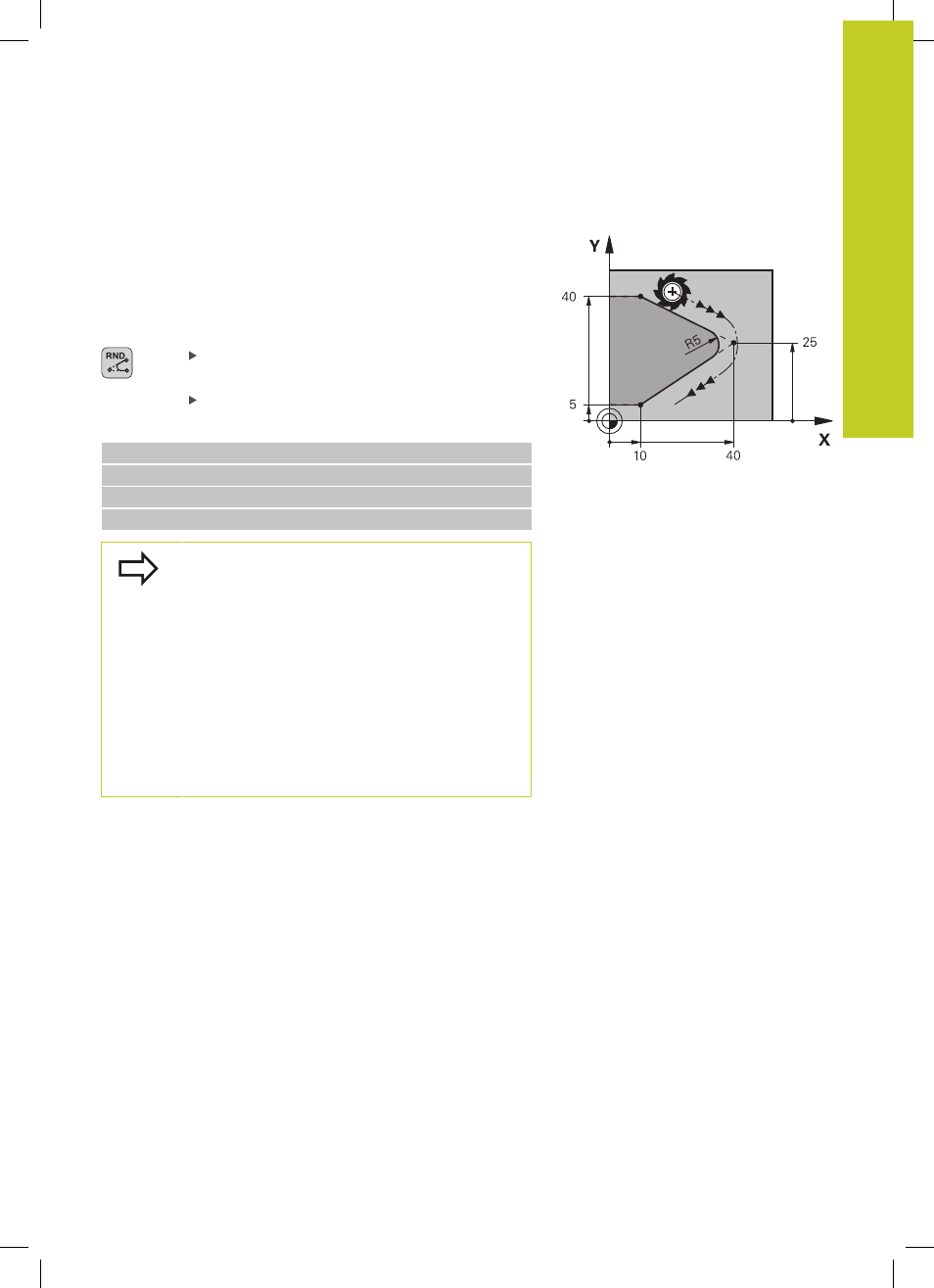
Arrotondamento spigoli G25
Con la funzione
G25 si possono arrotondare gli spigoli di un profilo.
L'utensile si sposta su una traiettoria circolare con raccordo
tangenziale sia all'elemento di profilo precedente sia a quello
successivo.
Il cerchio di arrotondamento deve essere eseguibile con l'utensile
attivo.
Raggio di arrotondamento: raggio dell'arco di
cerchio, se necessario:
Avanzamento F (attivo solo nel blocco G25)
Blocchi esemplificativi NC
5 L X+10 Y+40 RL F300 M3
6 L X+40 Y+25
7 RND R5 F100
8 L X+10 Y+5
Nelle istruzioni precedenti e successive devono
essere programmate entrambe le coordinate del
piano nel quale l'arrotondamento verrà eseguito. Se
si esegue la lavorazione del profilo senza correzione
del raggio utensile, occorre programmare entrambe
le coordinate del piano di lavoro.
Lo spigolo non viene lavorato.
L'avanzamento programmato in un blocco
G25 è
attivo solo in questo blocco
G25. Dopo il blocco
G25 ridiventa attivo l'avanzamento programmato nel
blocco precedente.
Un blocco
G25 può essere utilizzato anche per
l'avvicinamento dolce al profilo.