Protezione a n, 130 a – Hypertherm HPR260 Auto Gas Manuale d'uso
Pagina 290
5
d-8
HPR260 Auto Gas
Manuale di istruzioni
APPENDICE D – TAGLIO INCLINATO
Metric
English
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Distanza
minima
Spessore di
materiale
equivalente
Distanza
tra torcia e
lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
Gas di
miscela 1
Gas di
miscela 2
mm
mm
Gamma (mm) mm/m mm Fattore %
sec.
H35
N
2
19
51
75
80
32
18
2.0
6
3,0 – 10,0
1835
6,0
200
0,3
10
1195
12
3,5 – 10,0
875
7,0
0,5
15
3,8 – 10,0
670
7,6
0,8
20
3,0 – 10,0
305
7,7
180
1,3
220609
220398
220606
220608
220179
220656
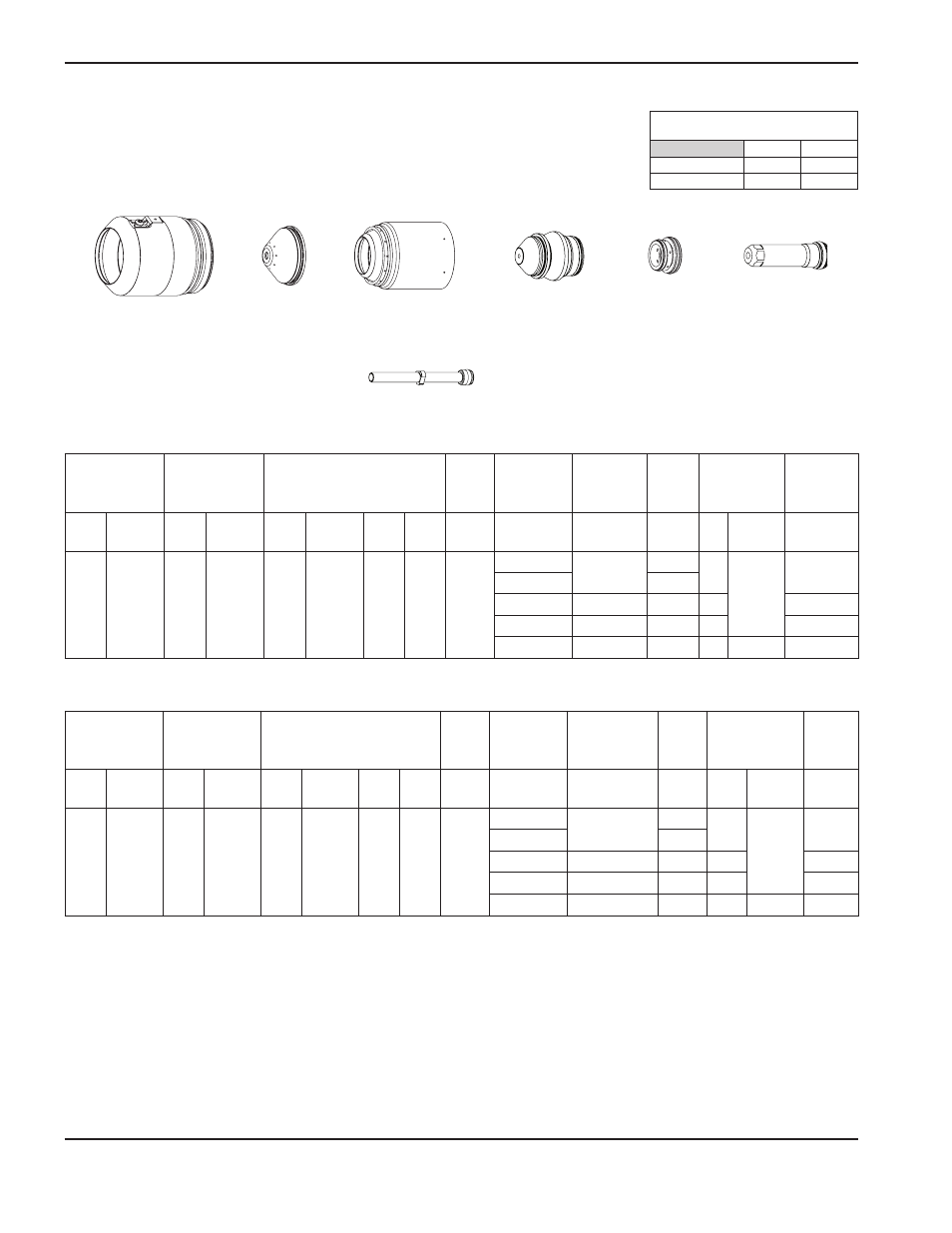
Nota: l’angolo di inclinazione va da 0° a 45°. Con questi consumabili per taglio inclinato, occorre utilizzare il tubo
dell’acqua con codice 220571.
Taglio inclinato dell’acciaio inox
Plasma a H35 e N
2
/ protezione a N
2
130 A
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Distanza
minima
Spessore di
materiale
equivalente
Distanza
tra torcia e
lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondame
nto
Plasma Protezione Plasma Protezione Plasma Protezione
Gas di
miscela 1
Gas di
miscela 2
poll.
poll.
Gamma (poll.)
ipm
poll. Fattore %
sec.
H35
N
2
19
51
75
80
32
18
0.080
1/4
0.120 – 0.400
70
0.240
200
0.3
3/8
50
1/2
0.140 – 0.400
30
0.280
0.5
5/8
0.150 – 0.400
25
0.300
0.8
3/4
0.170 – 0.400
15
0.310
180
1.3
Portata di flusso – Impostazione della
portata [l/min - scfh] per 19 mm
H35
N
2
Preflusso
0 / 0
97 / 205
Flusso di taglio
13 / 28
120 / 250