Ciclo di spurgo del circuito del gas, Utilizzo delle valvole del circuito del gas – Hypertherm HPR260 Auto Gas Manuale d'uso
Pagina 136
Ciclo di spurgo del circuito del gas
All’accensione del sistema, o quando l’operatore passa da un processo ad un altro, il sistema attiva automaticamente un
ciclo di spurgo. Il ciclo di spurgo prevede 2 fasi: uno spurgo di preflusso ed uno spurgo di taglio.
Lo spurgo con gas di preflusso dura 8 secondi con consolle del gas automatica oppure 12 secondi con consolle del
gas manuale.
Lo spurgo con gas di taglio dura 8 secondi con consolle del gas automatica oppure 12 secondi con consolle del
gas manuale.
Esistono 2 eccezioni per il processo descritto sopra.
Eccezione 1 – se l’operatore passa da un processo con gas non combustibile (O
2
/Aria, Aria/Aria, o N
2
/Aria) ad un
processo con gas combustibile (H35/N
2
o F5/N
2
) o viceversa, sono previsti 3 fasi di spurgo. In una
prima fase, il circuito del gas viene spurgato con azoto, per 12 secondi. Dopo questa fase, inizia il ciclo
di spurgo con il gas di preflusso e con il gas di taglio.
Nota se l’azoto non è collegato al circuito del gas, viene visualizzato il codice di errore 42 (bassa pressione
azoto). Se il codice di errore 42 non viene corretto entro 3 minuti, esso viene sostituito dal codice di errore
139 (errore di timeout di spurgo).
Eccezione 2 – non viene eseguito alcun ciclo di spurgo se l’operatore passa, da uno qualsiasi dei processi, ad un
processo di marcatura con azoto.
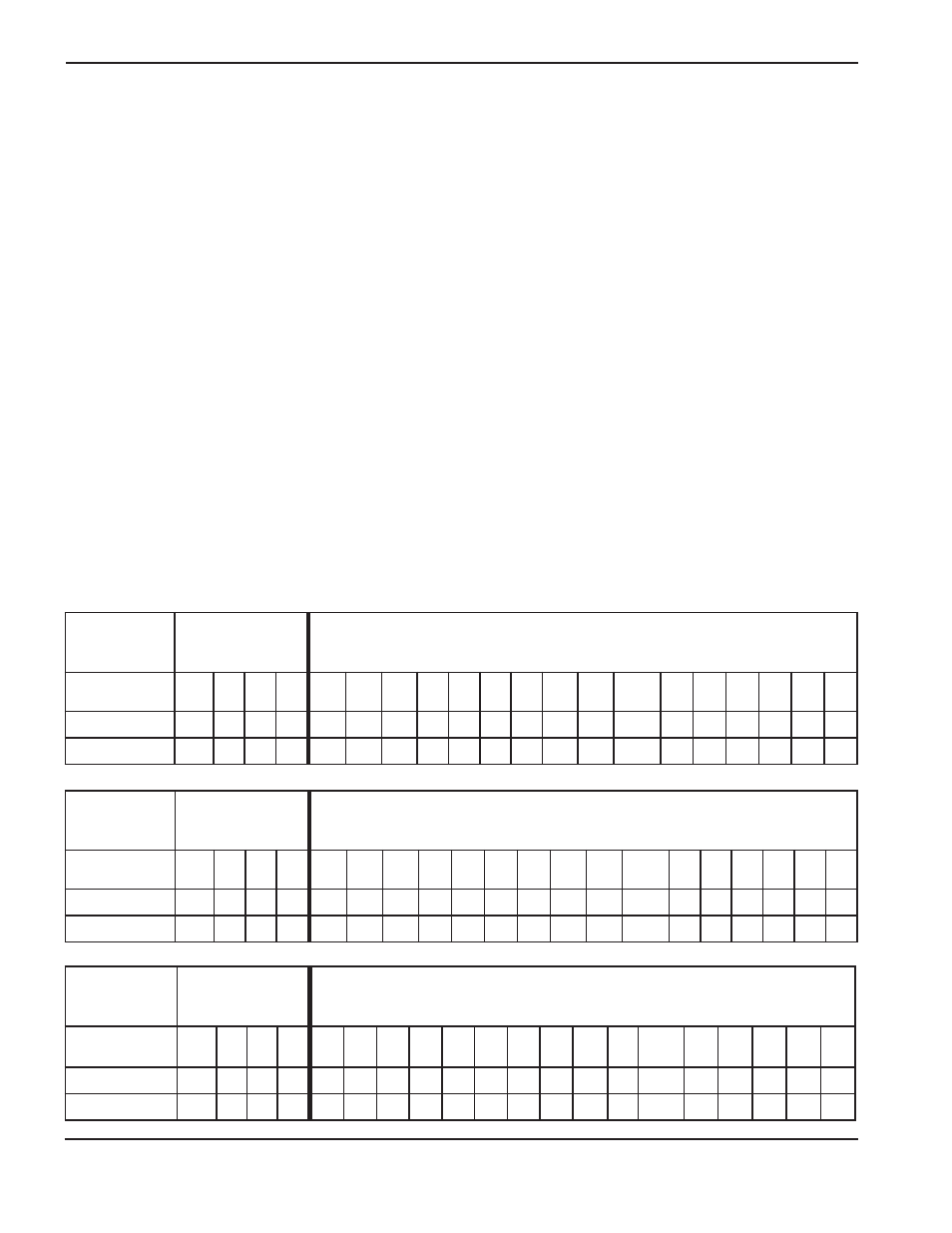
Utilizzo delle valvole del circuito del gas
Le tabelle seguenti indicano quali valvole sono attive per ciascun processo di taglio.
Processo
O
2
/O
2
Scheda di
comando consolle
di dosaggio
Scheda di comando consolle di selezione
Numero LED
38
39 28 37
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Preflusso
B4
B2
SV1
SV3
SV8
SV10
Flusso di taglio
B3
B1 SV1
SV3
SV8
SV10
Processo
O
2
/Aria
Scheda di
comando consolle
di dosaggio
Scheda di comando consolle di selezione
Numero LED
38
39 28 37
1
2
3
4
5
6
7
8
9
10
11 12 13 14 15 16
Preflusso
B4
B2
SV1
SV3
SV8
SV10
Flusso di taglio
B3 B2
SV1
SV3
SV8
SV10
Processo
N
2
/N
2
Scheda di
comando consolle
di dosaggio
Scheda di comando consolle di selezione
Numero LED
38
39 28 37
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Preflusso
B4
B1
SV9
SV11
Flusso di taglio
B4
B1
SV9
SV11
5-6
HPR260 Auto Gas
Manuale di istruzioni
MANUTENZIONE
5