Hypertherm HPR260 Auto Gas Manuale d'uso
Pagina 142
5
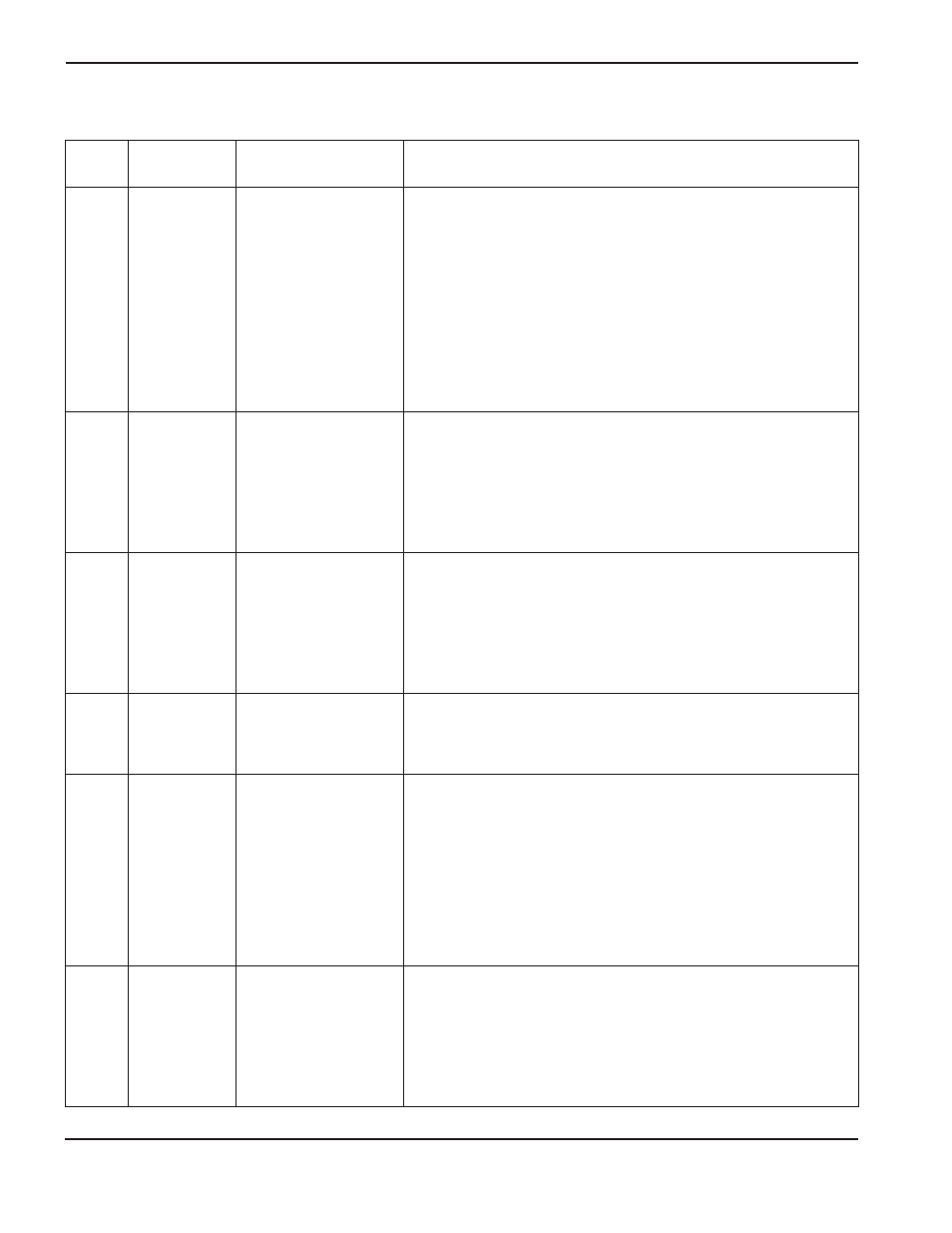
Risoluzione dei problemi con i codici di errore – 2 di 10
Codice
di errore Nome
Descrizione
Azione correttiva
030
Errore circuito
del gas
Solo per
consolle del
gas automatica
Un guasto si è verificato
nel circuito del gas.
1. Verificare che il cavo n
o
5 (cavo di controllo da generatore a consolle
del gas) non sia danneggiato e sia collegato correttamente alla scheda
PCB3 ed al retro della consolle del gas.
2. Verificare che il cavo n
o
6 (cavo di alimentazione da generatore a
consolle del gas) non sia danneggiato e sia correttamente connesso
all’interno del generatore ed al retro della consolle del gas.
3. Verificare che D1 (+5 VCC) e D2 (+3.3 VCC) siano accese sulla
scheda PCB2 all’interno della consolle del gas. Questi LED indicano
che la scheda PCB2 è alimentata.
4. Se le schede PCB2 e PCB3 sono alimentate, ed entrambi i cavi della
consolle del gas sono integri, una delle due schede PCB2 o PCB3 è
difettosa. Utilizzare il tester CAN per verificare quale delle due schede
debba essere sostituita.
031
Perdita del
segnale di avvio
Il segnale di avvio è stato
ricevuto ed è poi stato
interrotto prima che si sia
stabilito un arco.
1. Se si utilizza una relè meccanico per fornire al generatore HPR il
segnale di avvio, questo relè rimbalza sulla sua sede quando viene
alimentato o i suoi contatti sono difettosi. Sostituire il relè.
2. Ispezionare il cavo di interfaccia per verificare che non vi siano danni,
aggraffature difettose o connessioni elettriche allentate.
3. Se il cavo di interfaccia è in buone condizioni e il relè non fornisce il
segnale di avvio, il CNC abbandona il segnale di avvio prima che venga
stabilito un arco a regime.
032
Timeout di
mantenimento
Il segnale di mantenimento
è rimasto attivo per più di
60 secondi.
1. Verificare che il cavo di interfaccia non sia danneggiato. I conduttori di
mantenimento della posizione potrebbero essere cortocircuitati al loro
interno.
2. Se il CNC mantiene attivo questo ingresso, potrebbe essere in attesa di
un segnale di rilevamento altezza iniziale (IHS) completato, proveniente
da un’altra torcia.
3. Se il cavo di interfaccia CNC è in buone condizioni e si sta utilizzando
un sistema a torcia singola, sostituire la scheda PCB3.
033
Timeout spurgo
Solo per
consolle del
gas automatica
La consolle di selezione
non è riuscita a mettere
in pressione il circuito
al valore corretto.
Questo può significare l’esistenza di un restringimento nei tubi del gas.
Controllare che non ci siano dei restringimenti nei tubi del gas plasma
e del gas di protezione.
042
Pressione
dell’azoto (N
2
)
troppo bassa
Pressione dell’azoto al di
sotto del limite minimo di:
2,07 bar – taglio
0,34 bar – marcatura
durante lo spurgo con
azoto, nel passaggio da
processo con miscela di
gas combustibile a
processo con ossigeno o
aria.
1. Verificare che l’alimentazione dell’azoto sia accesa e controllare la
pressione di alimentazione del gas ed il volume residuo nel serbatoio
di alimentazione.
2. Verificare che il regolatore di pressione del gas sia impostato su
8,27 bars. Vedi Impostazione dei regolatori del gas (Sezione
Installazione).
044
Bassa pressione
gas plasma
La pressione del gas
plasma è minore del limite
minimo.
0,34 bar – Preflow
3,45 bar – Cutflow (taglio)
0,34 bar – Cutflow
(marcatura)
1. Controllare la pressione di alimentazione del gas e il volume del gas
rimasto nel serbatoio di alimentazione.
2. Verificare che le impostazioni del regolatore del gas sulla consolle del
gas siano coerenti con i parametri indicati nelle tabelle di taglio.
3. Vedere Impostazione dei regolatori della pressione di alimentazione
(Sezione Installazione).
4. Esecuzione dei test di tenuta (Sezione Manutenzione).
5-12
HPR260 Auto Gas
Manuale di istruzioni
MANUTENZIONE