Esecuzione del ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 235
HEIDENHAIN TNC 620
235
1
0
.4 FRESA
T
URA A SPIANARE (ciclo
232, DIN/ISO: G232, opzione sof
tw
a
re
A
d
v
a
nced pr
ogr
a
mming f
eat
ur
es)
10.4 FRESATURA A SPIANARE
(ciclo 232, DIN/ISO: G232,
opzione software Advanced
programming features)
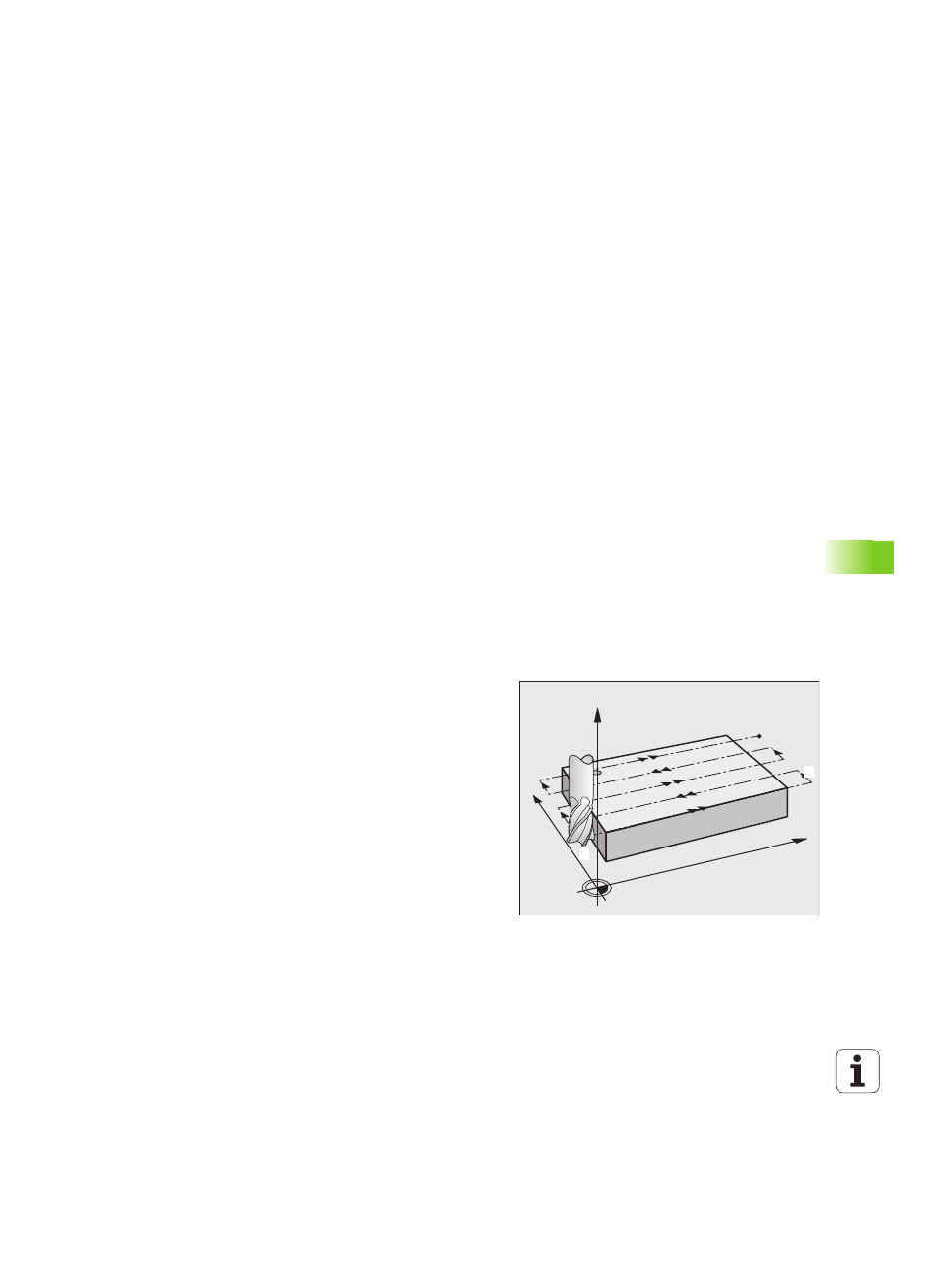
Esecuzione del ciclo
Con il ciclo 232 si può fresare a spianare una superficie piana con più
accostamenti e tenendo conto di un sovrametallo di finitura. Sono
disponibili tre strategie di lavorazione:
Strategia Q389=0: lavorazione a greca, accostamento laterale
all'esterno della superficie da lavorare
Strategia Q389=1: lavorazione a greca, accostamento laterale
all'interno della superficie da lavorare
Strategia Q389=2: lavorazione a linee, ritorno e accostamento
laterale con avanzamento di posizionamento
1
Il TNC posiziona l'utensile in rapido FMAX a partire dalla posizione
attuale con logica di posizionamento sul punto di partenza
1
: se la
posizione attuale nell'asse del mandrino è maggiore della 2ª
distanza di sicurezza, il TNC sposta l'utensile prima nel piano di
lavoro e successivamente nell'asse del mandrino, altrimenti prima
alla 2ª distanza di sicurezza e successivamente nel piano di lavoro.
Il punto di partenza nel piano di lavoro è situato accanto al pezzo,
spostato del raggio utensile e della distanza di sicurezza laterale
2
Successivamente l'utensile si porta con avanzamento di
posizionamento nell'asse del mandrino alla prima profondità
incremento calcolata dal TNC
Strategia Q389=0
3
Successivamente l'utensile si porta con l'avanzamento fresatura
programmato sul punto finale
2
. Il punto finale è situato all'esterno
della superficie, il TNC lo calcola dal punto di partenza
programmato, dalla lunghezza programmata, dalla distanza di
sicurezza laterale programmata e dal raggio utensile
4
Il TNC sposta l'utensile con avanzamento di preposizionamento
trasversalmente al punto di partenza della riga successiva; il TNC
calcola lo spostamento dalla larghezza programmata, dal raggio
utensile e dal fattore massimo di sovrapposizione traiettorie
5
Successivamente l'utensile ritorna in direzione del punto di
partenza
1
6
La procedura si ripete fino al completamento della superficie
programmata. Alla fine dell'ultima traiettoria viene eseguito
l'accostamento alla successiva profondità di lavorazione
7
Per evitare spostamenti a vuoto, la superficie viene poi lavorata in
sequenza inversa
8
La procedura si ripete fino a quando tutti gli accostamenti sono
stati eseguiti. Nell'ultimo accostamento, viene fresato soltanto il
sovrametallo per finitura inserito, con avanzamento di finitura
9
Alla fine il TNC riporta l'utensile in rapido FMAX alla 2ª DISTANZA
DI SICUREZZA
X
Y
Z
1
2