HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 142
142
Cicli di lavorazione: fresatura di tasche / fresatura di isole / fresatura di scanalature
5.4 FRESA
T
URA DI SCANALA
TURE (ciclo 253, DIN/ISO: G253, opzione
sof
tw
a
re
A
d
v
a
nced pr
ogr
a
mming f
eat
ur
es)
U
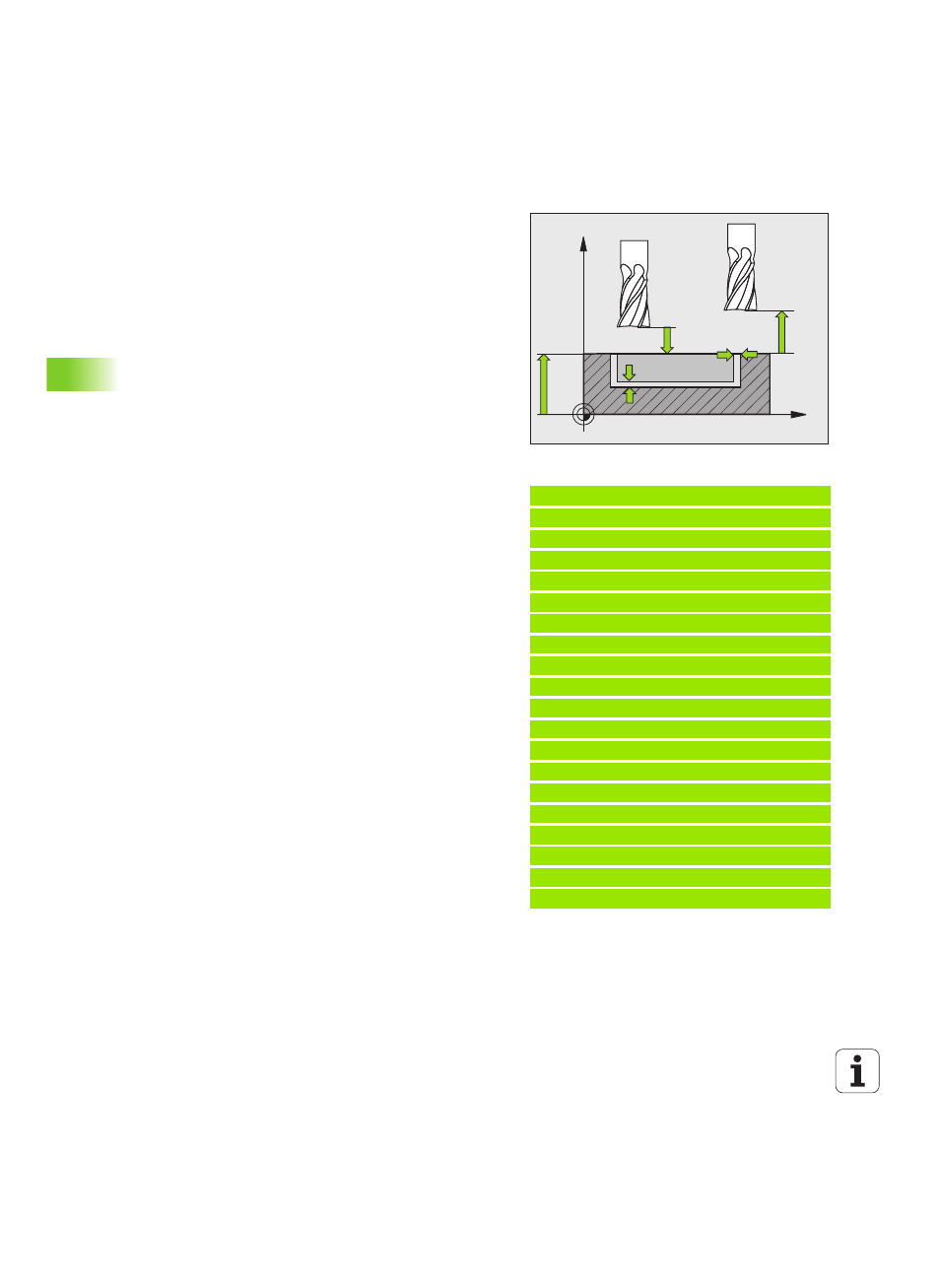
DISTANZA DI SICUREZZA Q200 (in valore
incrementale): distanza tra la superficie frontale
dell’utensile e la superficie del pezzo. Campo di
immissione da 0 a 99999,9999
U
COORD. SUPERFICIE PEZZO Q203 (in valore
assoluto): coordinata assoluta della superficie del
pezzo. Campo di immissione da -99999,9999 a
99999,9999
U
2ª DISTANZA DI SICUREZZA Q204 (in valore
incrementale): coordinata dell'asse del mandrino che
esclude una collisione tra l'utensile e il pezzo (il
dispositivo di serraggio). Campo di immissione da 0 a
99999,9999
U
STRATEGIA PENETRAZIONE Q366: tipo di strategia
di penetrazione
0 = penetrazione perpendicolare.
Indipendentemente dall'angolo di penetrazione
ANGLE definito nella tabella utensili, il TNC penetra
in modo perpendicolare
1, 2 = penetrazione con pendolamento. Nella
tabella utensili l’angolo di penetrazione ANGLE per
l’utensile attivo deve essere definito diverso da 0.
Altrimenti il TNC emette un messaggio d'errore
U
AVANZAMENTO FINITURA Q385: velocità di
spostamento dell'utensile durante la finitura laterale e
in profondità in mm/min. Campo di immissione da 0 a
99999,9999, in alternativa FAUTO, FU, FZ
Esempio: blocchi NC
8 CYCL DEF 253 FRESATURA DI SCANALATURE
Q215=0
;TIPO LAVORAZIONE
Q218=80
;LUNGH. SCANALATURA
Q219=12
;LARG. SCANALATURA
Q368=0.2
;SOVRAM. LATERALE
Q374=+0
;ANGOLO DI ROTAZIONE
Q367=0
;POSIZ. SCANALATURA
Q207=500
;AVANZAM. FRESATURA
Q351=+1
;MODO FRESATURA
Q201=-20
;PROFONDITÀ
Q202=5
;PROF. INCREMENTO
Q369=0.1
;SOVRAM. PROFONDITÀ
Q206=150
;AVANZAMENTO PROF.
Q338=5
;INCREMENTO FINITURA
Q200=2
;DISTANZA SICUREZZA
Q203=+0
;COORD. SUPERFICIE
Q204=50
;2ª DIST. SICUREZZA
Q366=1
;PENETRAZIONE
Q385=500
;AVANZAMENTO FINITURA
9 L X+50 Y+50 R0 FMAX M3 M99
X
Z
Q200
Q204
Q203
Q369
Q368