HEIDENHAIN iTNC 530 (340 49x-06) ISO programming Manuale d'uso
Pagina 202
202
Programmazione: programmazione profili
6.2 Pr
incipi f
ondamentali sulle funzioni tr
aiet
to
ri
a
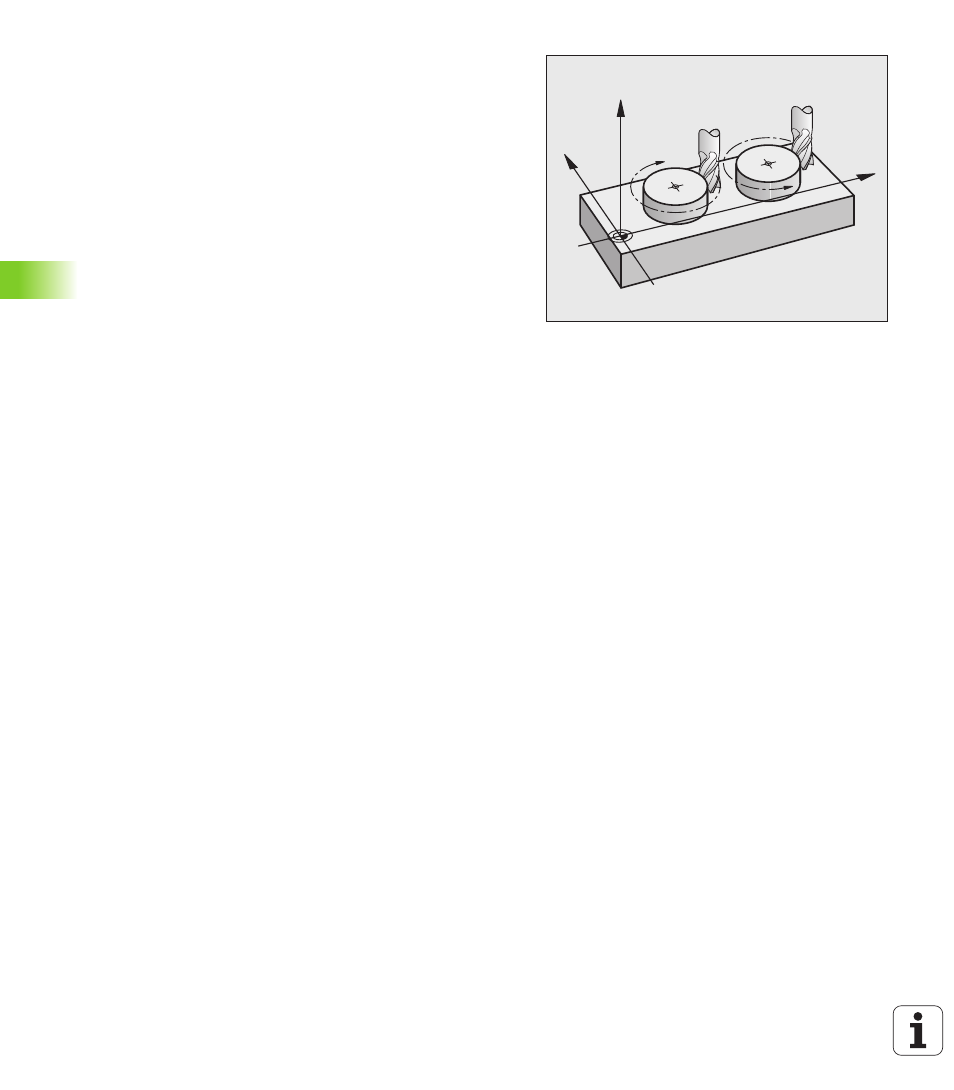
Senso di rotazione DR nei movimenti circolari
Per i movimenti circolari senza raccordo tangenziale con gli altri
elementi di profilo si inserisce il senso di rotazione come segue:
Rotazione in senso orario: G02/G12
Rotazione in senso antiorario: G03/G13
Correzione raggio
La correzione del raggio deve essere programmata nel blocco di
posizionamento sul primo elemento di profilo. La correzione del raggio
non può essere attivata in un blocco per una traiettoria circolare.
Programmare la correzione prima in un blocco lineare (vedere
"Traiettorie - Coordinate cartesiane", pagina 207).
Preposizionamento
Preposizionare l'utensile all'inizio del programma di lavorazione in
modo tale da evitare urti tra utensile e pezzo.
G02/G12
G03/G13
X
Z
Y