Svuotamento (ciclo g122), G122 svuotamento (obbligatorio), 6 cicli sl – HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuale d'uso
Pagina 349
HEIDENHAIN iTNC 530
349
8.6 Cicli SL
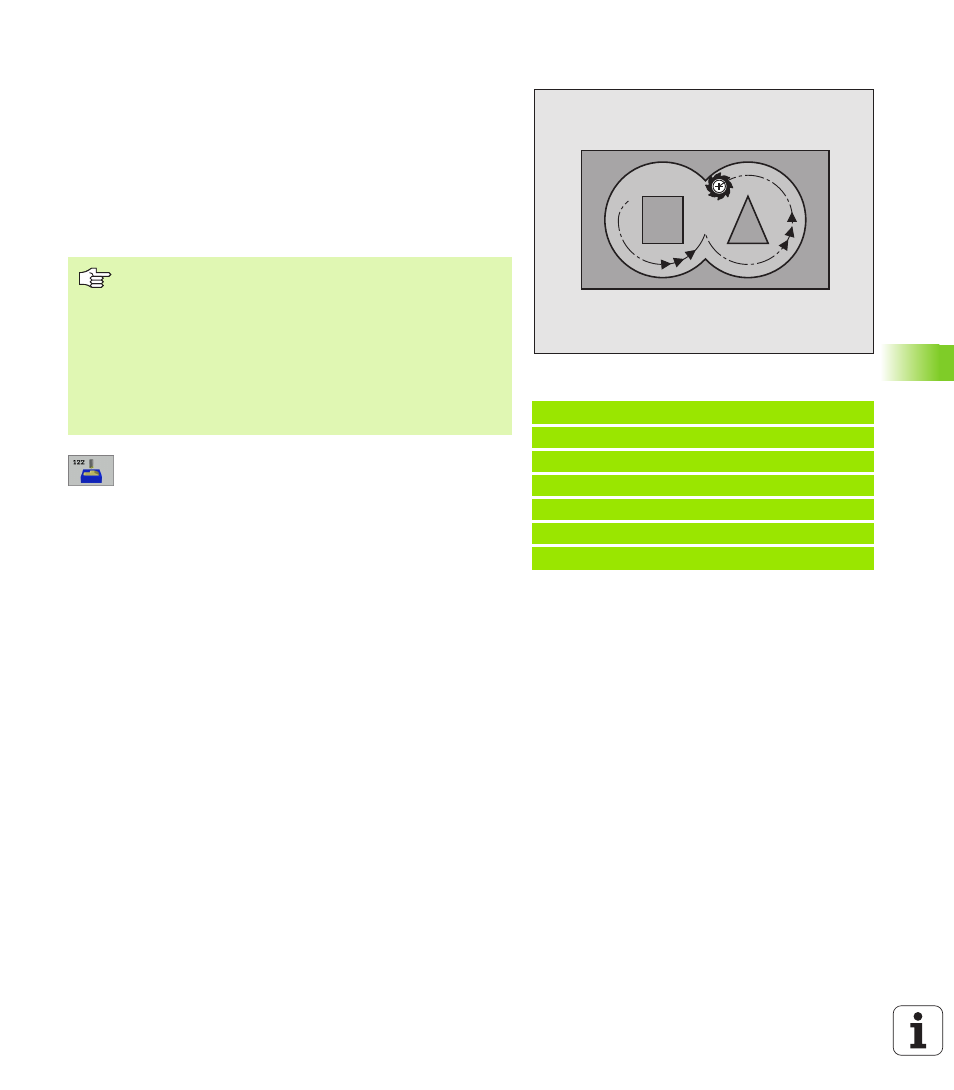
SVUOTAMENTO (Ciclo G122)
1
Il TNC posiziona l'utensile sopra il punto di penetrazione, tenendo
conto del SOVRAMETALLO PER FINITURA LATERALE
2
Alla prima PROFONDITA' DI ACCOSTAMENTO l'utensile fresa il
profilo dall'interno verso l'esterno con AVANZAMENTO DI
FRESATURA Q12
3
I profili delle isole (qui: C/D) vengono contornati con avvicinamento
della fresa al profilo delle tasche (qui A/B)
4
Successivamente il TNC finisce il profilo delle tasche e ritira quindi
l'utensile alla DISTANZA DI SICUREZZA
8
PROFONDITA' DI ACCOSTAMENTO
Q10 (in valore
incrementale): quota dei singoli accostamenti
dell'utensile
8
AVANZAMENTO IN PROFONDITA'
Q11: velocità di
penetrazione in mm/min
8
AVANZAMENTO SVUOTAMENTO
Q12: avanzamento di
fresatura in mm/min
8
NUMERO UTENSILE SVUOTAMENTO
Q18: numero
dell'utensile con il quale il TNC ha già eseguito una
sgrossatura. Se non fosse stata eseguita alcuna
sgrossatura, programmare "0"; inserendo un numero
in questo campo, il TNC svuoterà solo la parte che
non ha potuto essere lavorata con l'utensile di
sgrossatura.
Se l'utensile non potesse avvicinarsi lateralmente a
questa parte, il TNC effettua una penetrazione con
pendolamento; a questo scopo occorre definire nella
tabella utensili TOOL.T (vedere "Dati utensile", pag.
145) la lunghezza del tagliente LCUTS e l'angolo
massimo di penetrazione ANGLE dell'utensile.
Eventualmente il TNC emette un messaggio d'errore.
8
AVANZAMENTO DI PENDOLAMENTO
Q19: avanzamento di
pendolamento in mm/min
8
INVERSIONE AVANZAMENTO
Q208: velocità di
spostamento dell'utensile durante l'estrazione dopo
la lavorazione in mm/min. Programmando Q208=0, il
TNC estrae l’utensile con l'avanzamento Q12
Esempio: Blocchi NC
N59 G122 SVUOTAMENTO
Q10=+5
;PROF. ACCOSTAMENTO
Q11=100
;AVANZAMENTO PROF.
Q12=350
;AVANZAMENTO SVUOT.
Q18=1
;UTENS. SGROSSATURA
Q19=150
;AVANZ. PENDOL.
Q208=99999
;INVERS. AVANZAMENTO
C
D
A
B
Da osservare prima della programmazione
Utilizzare event. una fresa con tagliente frontale a taglio
centrale (DIN 844) oppure effettuare una foratura
preliminare con il ciclo G121.
Quando nella tabella utensili si definisce nella colonna
ANGLE un angolo di penetrazione per l’utensile di
svuotamento, il TNC si sposta con un movimento
elicoidale sulla rispettiva profondità di svuotamento
(vedere "Tabella utensili: dati utensile standard", pag. 147)