HEIDENHAIN iTNC 530 (340 49x-01) ISO programming Manuale d'uso
Pagina 305
HEIDENHAIN iTNC 530
305
8.4 Cicli per la fr
esat
ur
a di tasc
he, isole e scanalat
ur
e
8
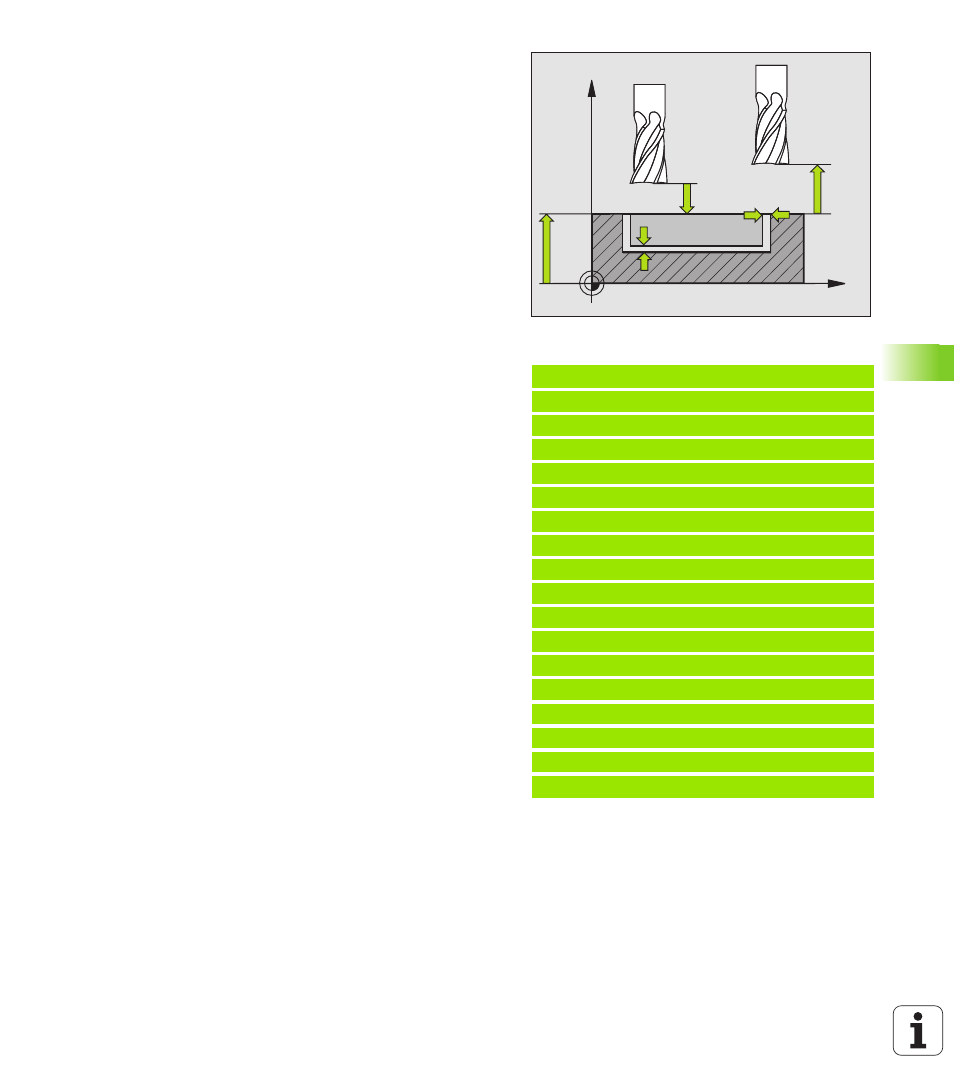
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra il bordo inferiore dell'utensile e la
superficie del pezzo
8
COORD. SUPERFICIE PEZZO
Q203 (in valore assoluto):
coordinata della superficie del pezzo
8
2ª DISTANZA DI SICUREZZA
Q204 (in valore
incrementale): coordinata dell'asse del mandrino che
esclude una collisione tra l'utensile e il pezzo (con
dispositivo di serraggio)
8
fattore di sovrapposizione traiettorie
Q370:
Q370 x raggio utensile dà l'accostamento laterale k
8
Strategia di penetrazione
Q366: tipo di strategia di
penetrazione:
0 = penetrazione perpendicolare. Nella tabella
utensili l’angolo di penetrazione ANGLE per l’utensile
attivo deve essere definito con 90°. Altrimenti il
TNC emette un messaggio d'errore
1 = penetrazione elicoidale. Nella tabella utensili
l’angolo di penetrazione ANGLE per l’utensile attivo
deve essere definito diverso da 0. Altrimenti il TNC
emette un messaggio d'errore
8
Avanzamento finitura
Q385: velocità di avanzamento
dell'utensile durante la finitura laterale e del fondo in
mm/min
Esempio: Blocchi NC
N10 G252 TASCA CIRCOLARE
Q215=0
;TIPO DI LAVORAZIONE
Q223=60
;DIAMETRO CERCHIO
Q368=0.2
;SOVRAM. LATERALE
Q207=500
;AVANZ. FRESATURA
Q351=+1
;TIPO DI FRESATURA
Q201=-20
;PROFONDITÀ
Q202=5
;PROF. ACCOSTAMENTO
Q369=0.1
;SOVRAM. PROFONDITÀ
Q206=150
;AVANZAMENTO PROF.
Q338=5
;ACCOST. FINITURA
Q200=2
;DIST. DI SICUREZZA
Q203=+0
;COOR. SUPERF.
Q204=50
;2. DIST. DI SICUREZZA
Q370=1
;SOVRAPP. TRAIETT. UT.
Q366=1
;PENETRAZIONE
Q385=500
;AVANZAMENTO FINITURA
N20 G79:G01 X+50 Y+50 Z+0 F15000 M3
X
Z
Q200
Q204
Q203
Q369
Q368