Taglio su acciaio inox, Gas plasma: h35 ed n, Protezione: n – Hypertherm HD3070 Plasma Arc Cutting System w/ Manual Gas Console Manuale d'uso
Pagina 100: Taglio: 100 a
USO
4-32
HD3070
(consolle del gas manuale) Manuale di istruzioni
TAGLIO
1/25/99
Taglio su acciaio inox
Gas plasma: H35 ed N
2
Protezione: N
2
Taglio: 100 A
Valori di portata
Valori di portata*
prova preflusso %
prova taglio %
Distanza
Altezza
Spessore
Plasma
Protezione
Preflusso
Tensione
torcia
Velocità
iniziale di
Ritardo di
del materiale
H35
N
2
N
2
N
2
N
2
N
2
d’arco
lamiera**
di corsa
sfondamento sfondamento
(Pòll)
(mm)
(blu)
(blu)
(blu)
(V)
(mm)
(m/min.)
(mm)
(quadr.) (sec.)
1⁄4
6,4
30
30
60
60
45
45
134
3,0
1,9
5,1
0
0,1
3⁄8
9,5
30
30
144
3,8
1,6
5,1
0,5
0,2
1⁄2
12,7
40
50
160
6,4
1,1
7,6
1
0,3
Le pressione in entrata dei gas H35 ed N
2
devono essere comprese tra 7,2 e 9,2 bar per tutti gli spessori di
materiale.
La purezza del gas H35 deve essere almeno del 99.995 %.
La portata massima di H35 deve essere di 2407 l/h.
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Se il pezzo non è completamente staccato dallo scarto, provare a modificare il percorso di uscita della torcia.
Arrestare il taglio 1.3 mm prima della fine del pezzo per materiali da 6.4 e 9.5 mm e 2.5 mm per materiali da
12.7 mm. La diminuzione finale della corrente di taglio e dei flussi di gas completano il taglio. Se il programma non
può essere modificato, ridurre la velocità di taglio e non utilizzare la procedura di uscita.
Sono disponibili consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione, Controlli Contropressione Sistema Gas.
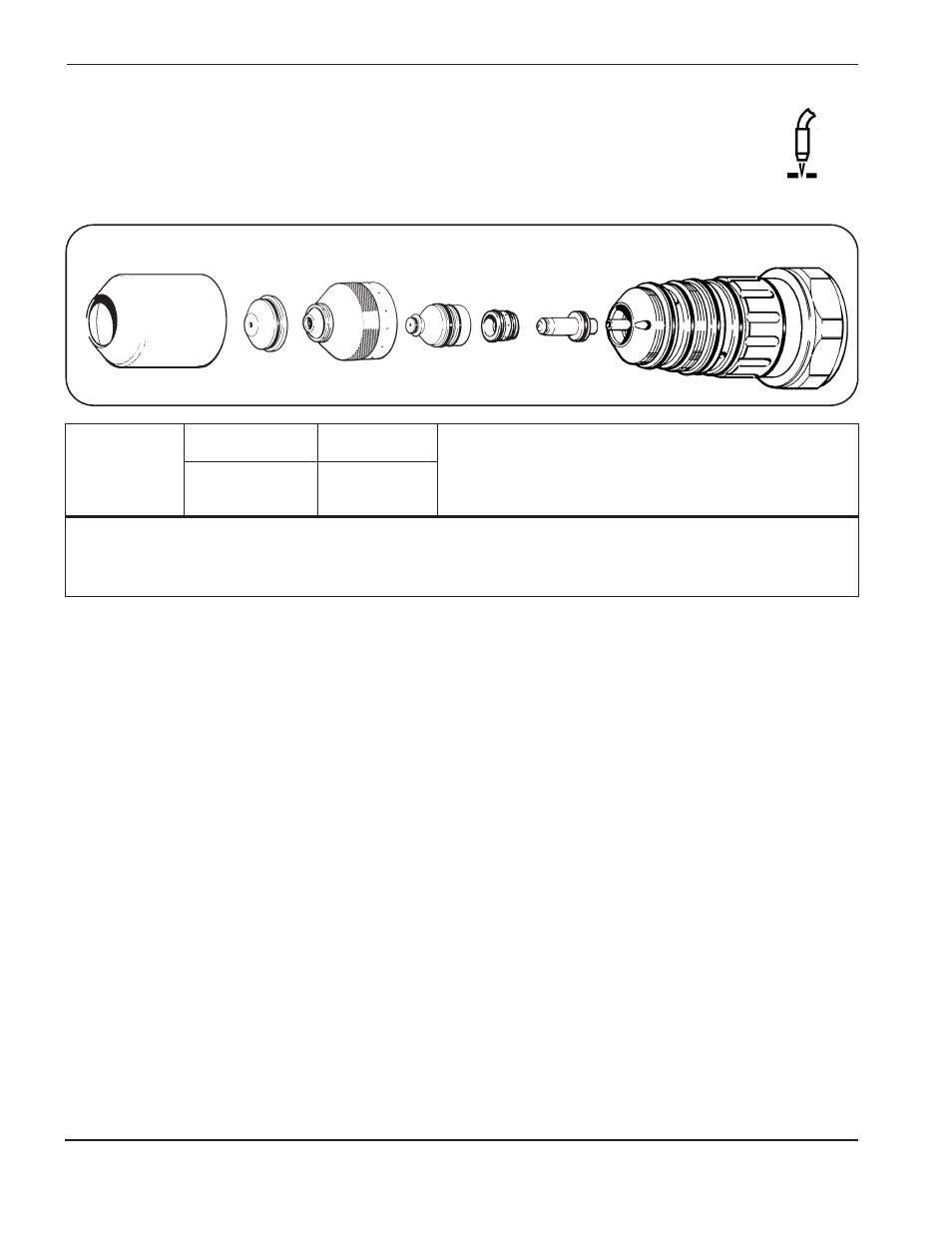
Protezione
120594
Ugello
120591
Elettrodo
120589
Cappuccio interno
120592
Anello
diffusore
020590
Torcia PAC186
120349
Cappuccio schermato
020634/020687