HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Manuale d'uso
Pagina 307
HEIDENHAIN TNC 320
307
14.7 Allineament
o
della posizione inclinat
a di un pezz
o tr
amit
e l'asse C (ciclo
405, DIN/ISO: G405)
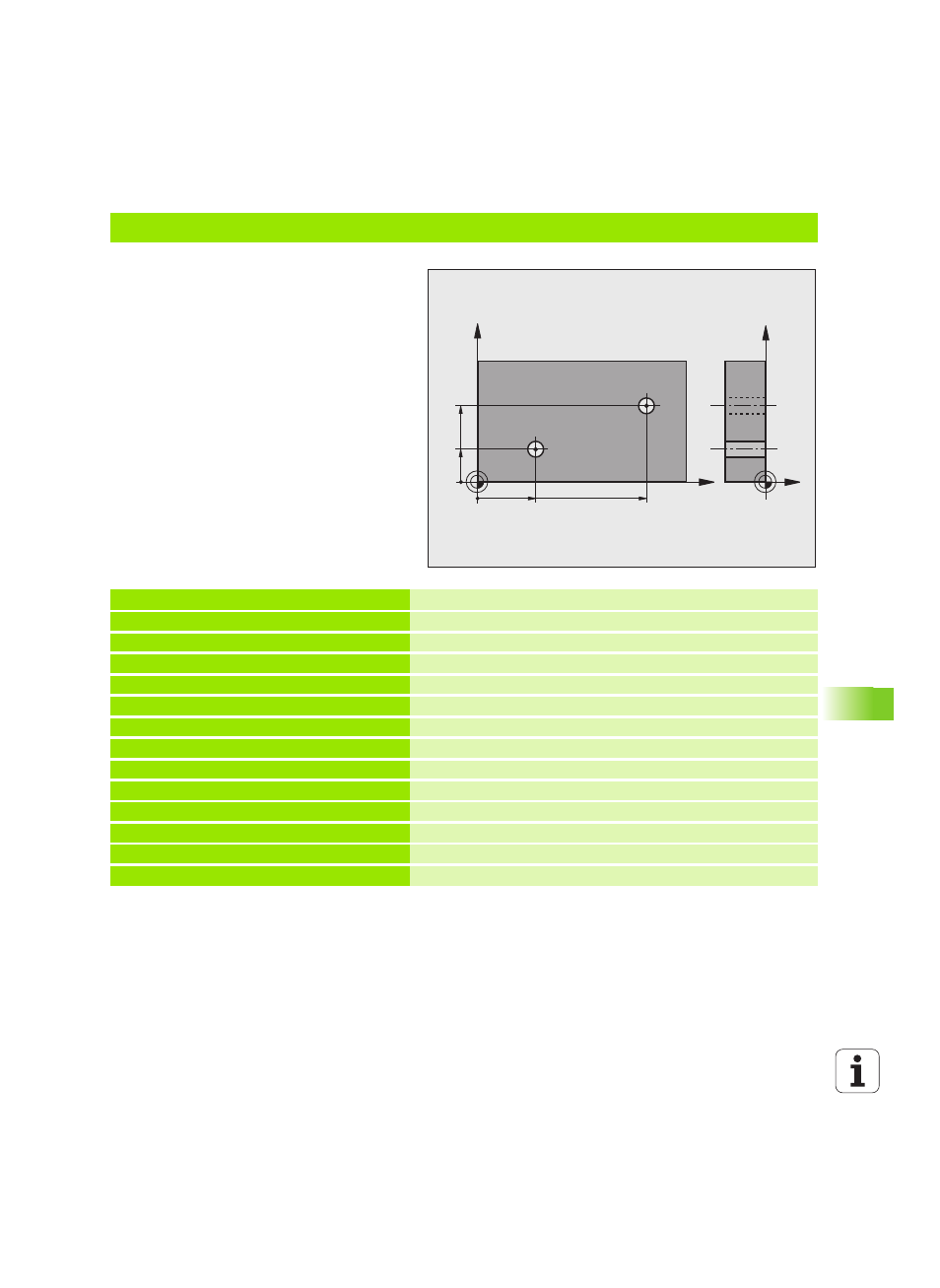
Esempio: determinazione della rotazione base mediante due fori
0 BEGIN PGM CYC401 MM
1 TOOL CALL 69 Z
2 TCH PROBE 401 ROT 2 FORI
Q268=+25
;1º CENTRO 1º ASSE
Centro del 1º foro: coordinata X
Q269=+15
;1° CENTRO 2° ASSE
Centro del 1º foro: coordinata Y
Q270=+80
;2° CENTRO 1° ASSE
Centro del 2º foro: coordinata X
Q271=+35
;2° CENTRO 2° ASSE
Centro del 2º foro: coordinata Y
Q261=-5
;ALTEZZA MISURATA
Coordinata dell'asse del tastatore su cui si esegue la misurazione
Q260=+20
;ALTEZZA DI SICUREZZA
Altezza cui il tastatore può spostarsi senza rischio di collisione
Q307=+0
;PRESET ROTAZ. BASE
Angolo della retta di riferimento
Q402=1
;ALLINEAMENTO
Compensazione della posizione inclinata con rotazione tavola rotante
Q337=1
;SETTARE ZERO
Azzeramento del display dopo l'allineamento
3 CALL PGM 35K47
Chiamata del programma di lavorazione
4 END PGM CYC401 MM
X
Y
25
35
Z
Y
80
15