Parametri ciclo – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Manuale d'uso
Pagina 300
300
Cicli di tastatura: definizione automatica delle posizioni inclinate del pezzo
14.5 R
O
T
A
ZIONE BA
SE: compensazione tr
amit
e asse r
o
tativ
o
(ciclo 403,
DIN/ISO: G403)
Parametri ciclo
U
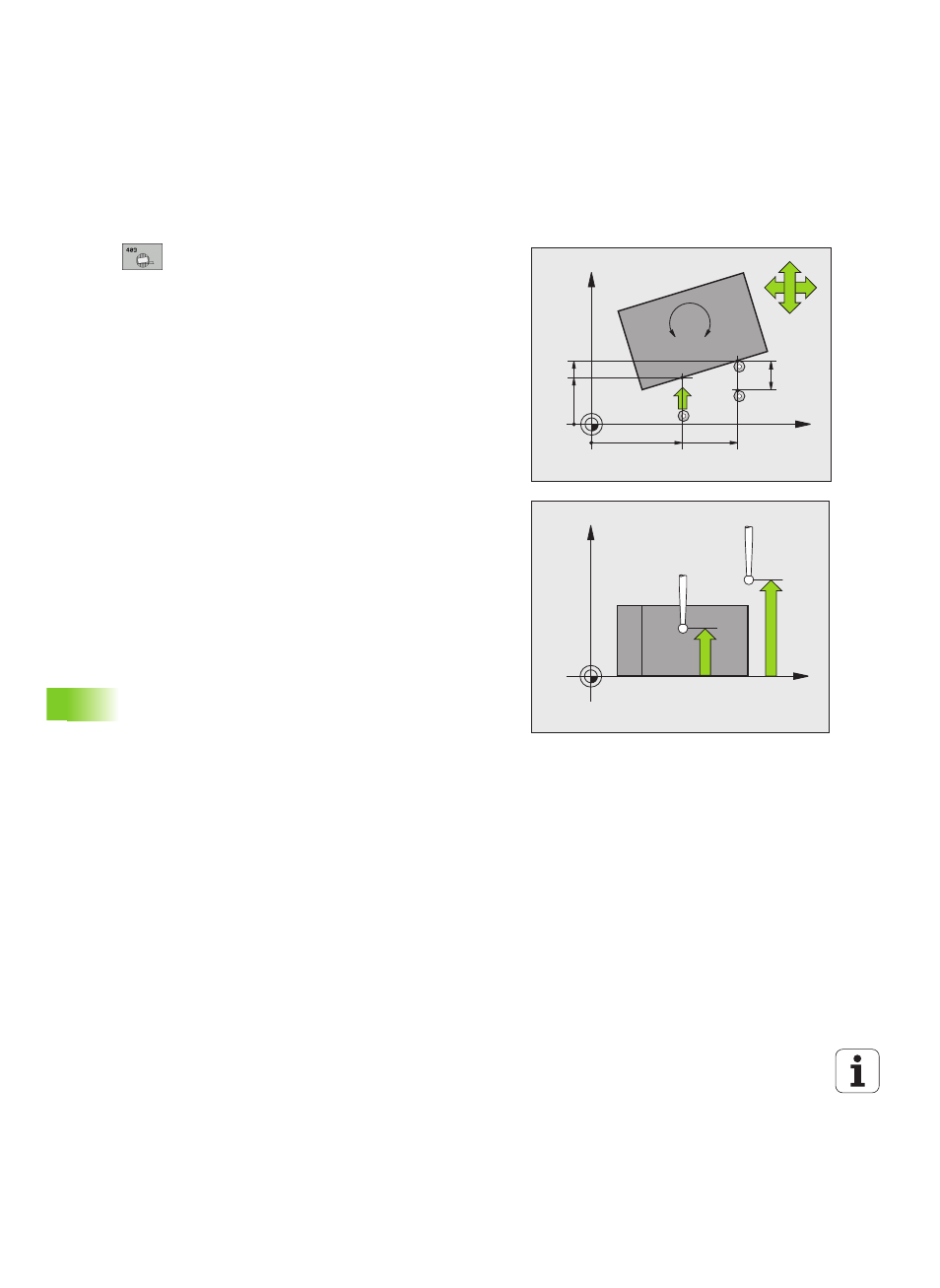
1° PUNTO MIS. 1º ASSE Q263 (in valore assoluto):
coordinata del primo punto da tastare nell'asse
principale del piano di lavoro. Campo di immissione da
-99999,9999 a 99999,9999
U
1° PUNTO MIS. 2º ASSE Q264 (in valore assoluto):
coordinata del primo punto da tastare nell'asse
secondario del piano di lavoro. Campo di immissione
da -99999,9999 a 99999,9999
U
2° PUNTO MIS. 1º ASSE Q265 (in valore assoluto):
coordinata del secondo punto da tastare nell'asse
principale del piano di lavoro. Campo di immissione da
-99999,9999 a 99999,9999
U
2° PUNTO MIS. 2º ASSE Q266 (in valore assoluto):
coordinata del secondo punto da tastare nell'asse
secondario del piano di lavoro. Campo di immissione
da -99999,9999 a 99999,9999
U
ASSE MISURATO Q272: asse del piano di lavoro in
cui deve essere effettuata la misurazione:
1: asse principale = asse di misura
2: asse secondario = asse di misura
3: asse del tastatore = asse di misura
U
DIREZ. ATTRAVERS. 1 Q267: direzione nella quale il
tastatore deve avvicinarsi al pezzo:
-1:direzione di spostamento negativa
+1:direzione di spostamento positiva
U
MIS. ALTEZZA SU ASSE TASTATORE Q261 (in
valore assoluto): coordinata del centro della sfera
(= punto di contatto) nell'asse del tastatore, sul
quale deve essere effettuata la misurazione.
Campo di immissione da -99999,9999 a
99999,9999
U
DISTANZA DI SICUREZZA Q320 (in valore
incrementale): distanza addizionale tra il punto di
misura e la sfera del tastatore. Q320 attivo in aggiunta
a SET_UP (tabella del sistema di tastatura). Campo di
immissione da 0 a 99999,9999
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
A
B
C
SET_UP(TCHPROBE.TP)
+
Q320
X
Z
Q261
Q260