Acciaio al carbonio, Plasma ad o, Protezione ad o – Hypertherm HPR260 Manual Gas Manuale d'uso
Pagina 95: 30 a taglio
1
FUNZIONAMENTO
HPR260 per taglio manuale
Manuale di istruzioni
4-11
*Per questi spessori, si consiglia l’attesa del segnale “sfondamento completato.”
Acciaio al carbonio
Plasma ad O
2
/ protezione ad O
2
30 A taglio
Nota: l’aria deve essere collegata per poter utilizzare questo processo. Viene utilizzata come gas di preflow.
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
mm
V
mm
mm/m
mm
fattore %
sec.
O
2
O
2
80
15
92
15
0,5
114
1,3
5355
2,3
180
0,1
0,8
115
4225
0,2
1
116
3615
0,3
1,2
117
2865
1,5
119
2210
35
5
2
120
1,5
1490
2,7
0,4
2,5
122
1325
75
3*
123
1160
0,5
4*
125
905
0,7
6*
128
665
1,0
Metrico
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
poll.
V
poll.
pollici/min
poll.
fattore %
sec.
O
2
O
2
80
15
92
15
0.018
114
0.050
215
0.090
180
0.1
0.024
200
0.030
115
170
0.2
0.036
116
155
0.3
0.048
117
110
0.060
119
85
35
5
0.075
120
0.060
60
0.110
0.4
0.105
122
50
75
0.135*
123
40
0.5
3/16*
128
30
0.7
1/4*
25
1.0
Inglese
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Corrente
Distanza tra
torcia e lamiera
Velocità
di marcatura
Tensione
d'arco
A
mm
poll.
mm/min
pollici/min
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6 350
250
105
Marcatura
Portata di flusso – l/min / scfh
O
2
Aria
Preflusso
0 / 0
46 / 97
Flusso di taglio
22 / 46
0 / 0
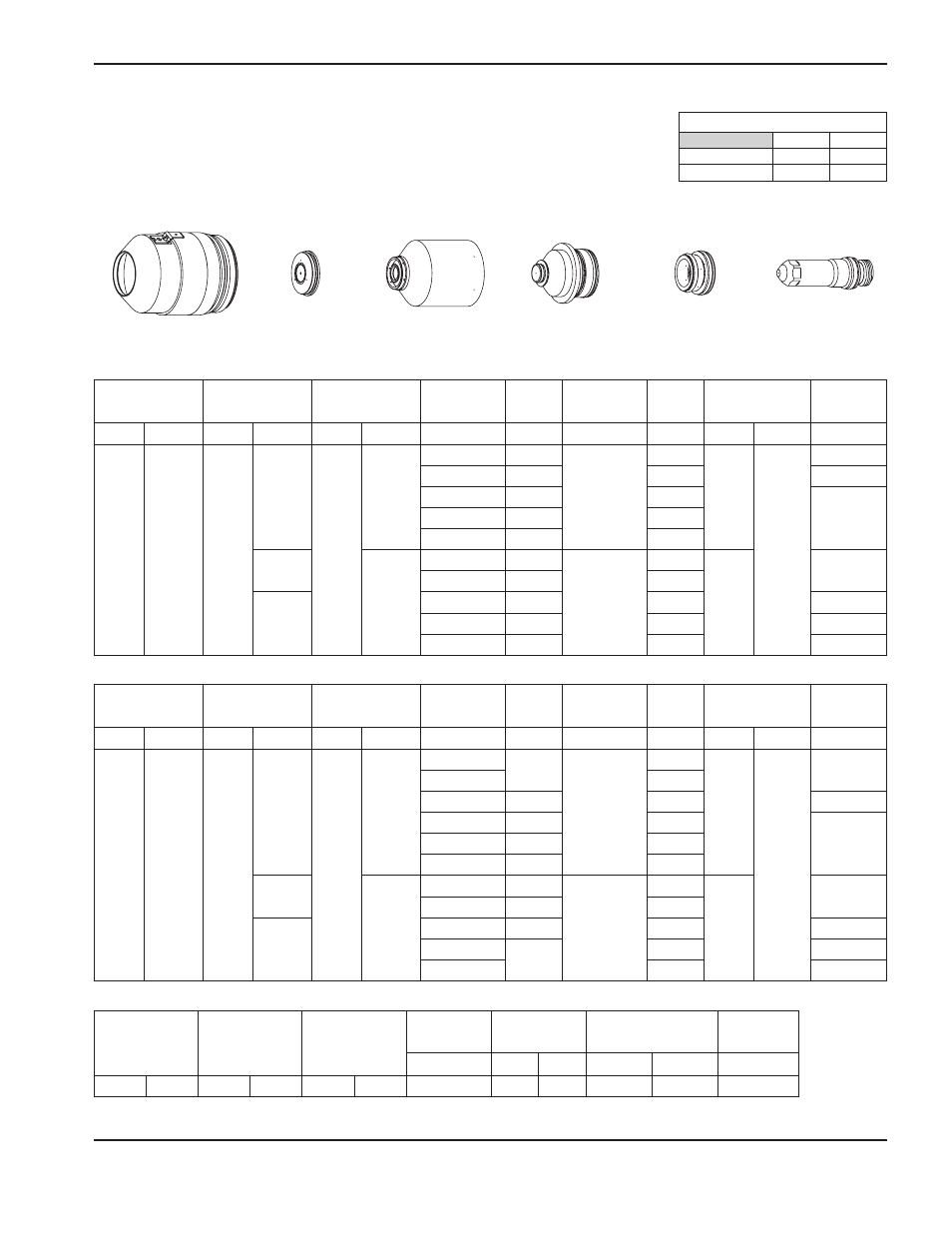
220194
220173
220192
220313
220180
220193