Hypertherm HPR260 Manual Gas Manuale d'uso
Pagina 94
4
FUNZIONAMENTO
4-10
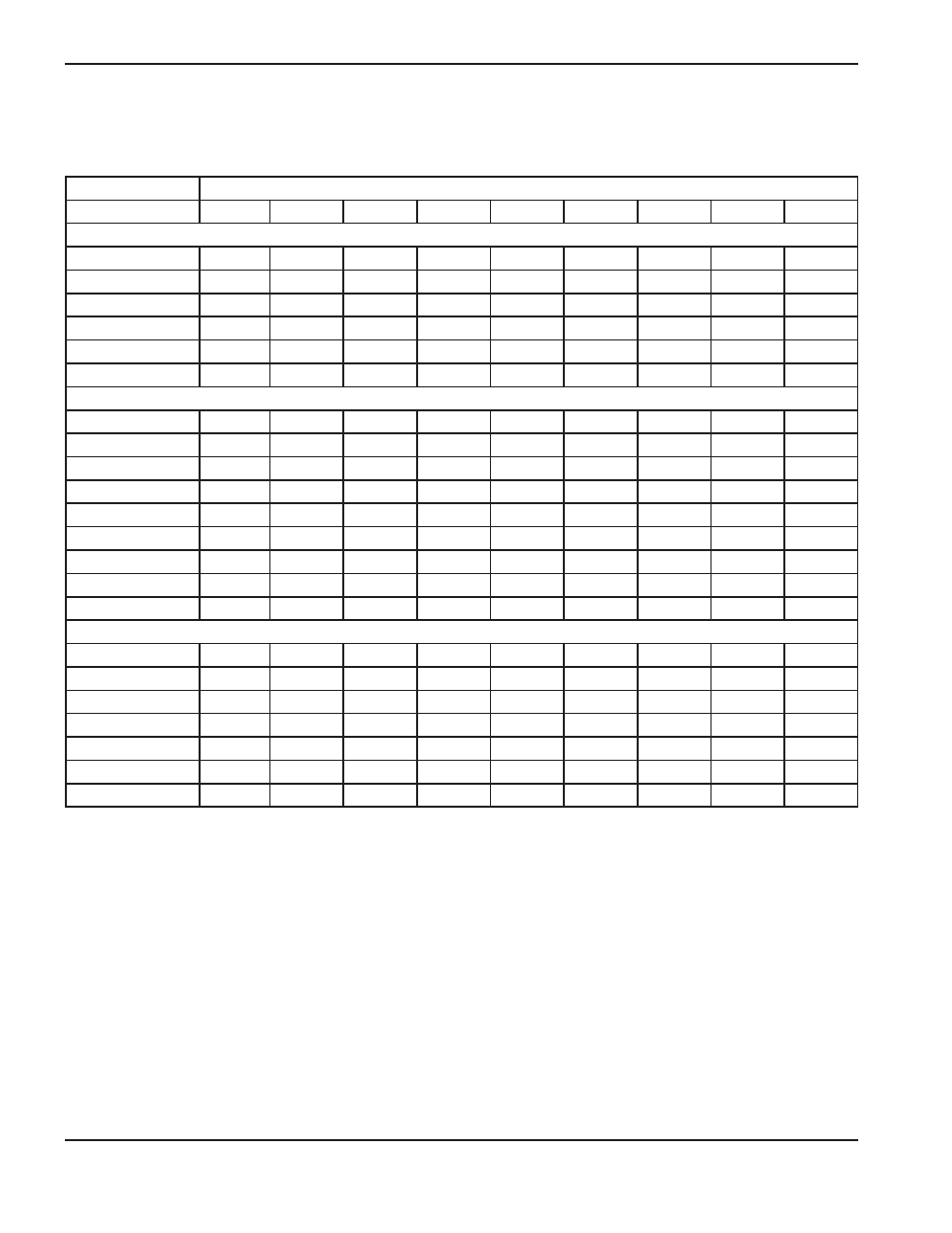
HPR260 per taglio manuale
Manuale di istruzioni
Compensazione stimata per la larghezza di del taglio (kerf) – continuazione
Inglese
Spessore (pollice)
Processo
0.060
0.135
1/4
3/8
1/2
3/4
1
1-1/4
1-1/2
Acciaio al carbonio
260A O
2
/ Aria
0.100
0.110
0.135
0.150
0.170
0.175
200A O
2
/ Aria
0.086
0.089
0.116
130A O
2
/ Aria
0.071
0.080
0.083
0.104
0.135
80A O
2
/ Aria
0.054
0.068
0.075
50A O
2
/ O
2
0.060
0.073
0.073
30A O
2
/ O
2
0.053
0.057
Acciaio inox
260A N
2
/ Aria
0.100
0.120
0.130
260A H35 / N
2
0.150
0.160
0.170
200A N
2
/ N
2
0.085
0.090
0.115
200A H35 / N
2
0.145
0.150
0.155
130A H35 / N
2
0.107
0.109
0.114
130A N2 / N
2
0.072
0.074
0.095
80A F5 / N
2
0.047
45A F5 / N
2
0.023
0.015
0.021
45A N
2
/ N
2
0.019
0.009
0.006
Alluminio
260A N
2
/ Aria
0.120
0.120
0.130
260A H35 / N
2
0.110
0.130
0.140
200A N
2
/ N
2
0.080
0.090
0.105
200A H35 / N
2
0.105
0.115
0.130
130A H35 / N
2
0.107
0.109
0.114
130A Aria / Aria
0.082
0.082
0.086
45A Aria / Aria
0.042
0.043
0.049