Multi-Contact MA255 Manuale d'uso
Pagina 7
Advanced Contact Technology
www.multi-contact.com
7 / 12
12
13
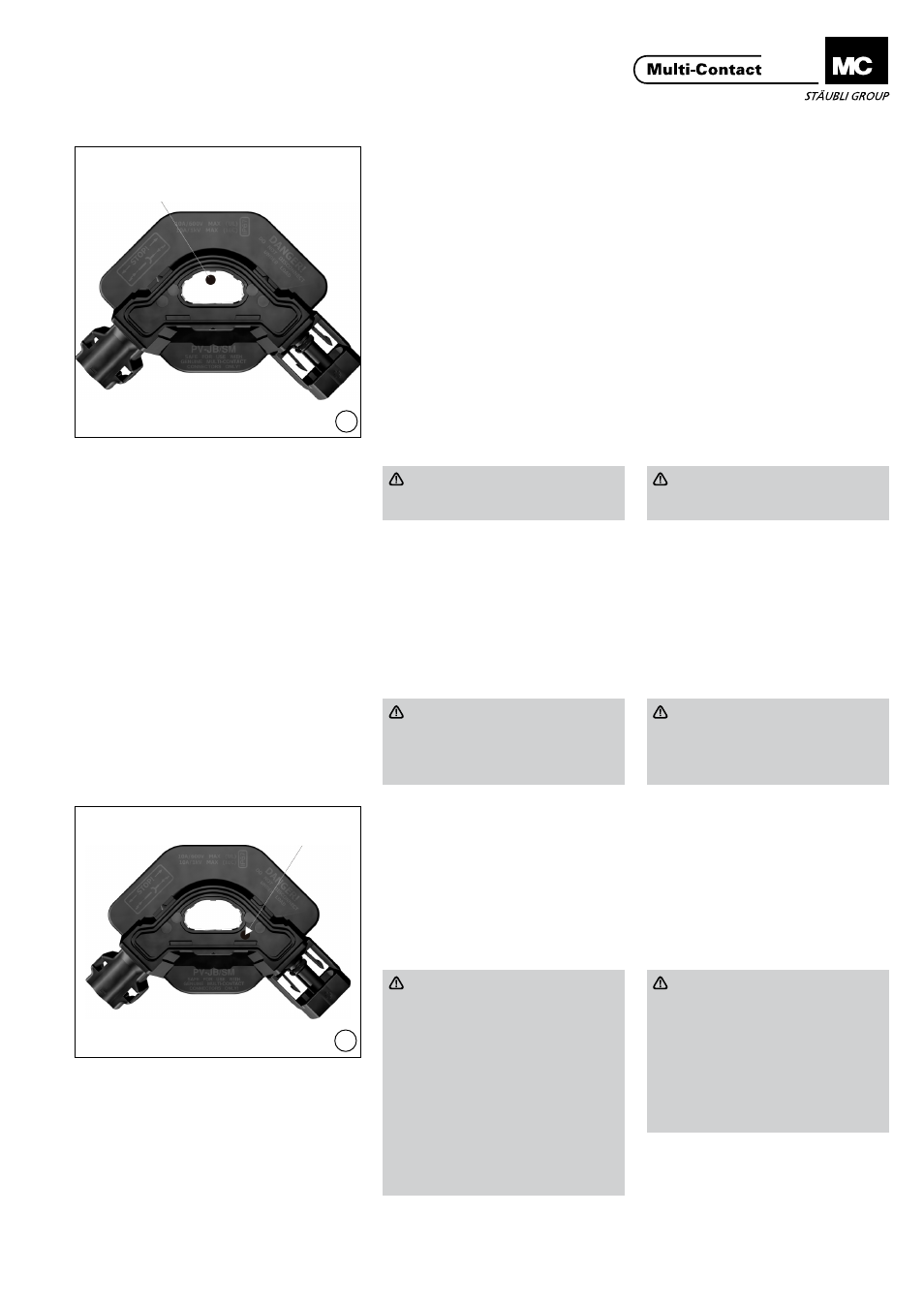
(ill. 12)
Dopo aver orientato correttamente
e incollato la scatola di giunzione
alla parte posteriore del modulo PV,
inserire attraverso l’apertura in PV-JB/
SM un elettrodo termico progettato
in modo specifico fino a raggiungere
la terminazione di un apparecchio di
saldatura Reflow (Hot bar) o di una
punta di saldatura in ferro Ø 4 mm
e saldare le due alette a saldare ai
ribbon del collettore con pressione,
tempi e temperatura adeguati. Per
una corretta saldatura e adesione
delle linguette a saldare e del ribbon,
è necessario preparare alla saldatura
il ribbon stagnandolo (è sufficiente
una placcatura in lega per saldatura
ad argento sul ribbon) e applicare un
flusso (non pulito).
(ill. 12)
After properly orienting and bonding
the junction box to the back of the PV
module, reach through the opening in
PV-JB/SM with a specially designed
thermode on the end of a reflow sol-
dering (Hot Bar) machine or
Ø 4 mm soldering iron tip and solder
both solder flaps to the bus ribbons
using the appropriate pressure, time,
and temperature. For proper solder-
ing and adhesion of the solder tabs to
the busbar it is required to pre-tin the
busbar, (silver solder plating on the
busbar is sufficient), and apply a (no
clean) flux.
Attenzione
Non si consiglia l’impiego con un
ribbon del collettore in alluminio.
Caution
Use with an aluminium bus rib-
bon is not recommended.
Dopo avere completato l’operazione
di saldatura, rimuovere la sorgente
di calore e mantenere la pressione
fino a quando l’area di saldatura si è
solidificata.
La modalità di saldatura dovrà essere
valutata in base agli standard IPC J-
STD-001D o equivalenti.
After the soldering operation is
complete, remove heat and maintain
pressure until the solder area has
solidified.
The solder connection method should
be evaluated according to the stand-
ard IPC J-STD-001D or equivalent.
Nota
Assicurarsi in modo particolare di
non entrare in contatto con nes-
suno dei componenti in plastica
durante l’operazione di saldatura.
Attention
Take special care not to come in
contact with any plastic com-
ponents during the soldering
operation.
Isolamento della scatola di
giunzione
Potting of the junction box
(ill. 13)
Versare il materiale isolante nella
scatola di giunzione PV-JB/SM fino
all’orlo fino a far traboccare una picco-
la quantità di massa colabile (ca. 1 cc)
nello scarico di troppo pieno.
(ill. 13)
Fill the junction box with potting
material to the top of the opening in
the PV-JB/SM so that a small amount
of pottant (approx. 1 cc) spills in to the
overflow well.
Attenzione
NON effettuare movimenti
bruschi nel versare il composto,
poiché in questo modo possono
crearsi bolle d’aria nella massa
colabile o l’aria può rimanere
intrappolata all’interno della
scatola di giunzione. Se si esegue
l’operazione manualmente, si
consiglia di riempire i 2/3 della
scatola di giunzione, lasciare sali-
re in superficie le bolle d’aria per
ca. 10 secondi, e quindi riempire
il volume restante.
Caution
DO NOT pour abruptly as to crea-
te air pockets in the pottant or to
trap any air inside of the junction
box.
It is recommended if dispensing
manually to fill the junction box
2/3 full, let air bubbles surface for
approx. 10 seconds, then fill the
remaining volume.
Apertura in PV-JB/SM
Opening in PV-JB/SM
Scarico di troppo pieno
Overflow well