Definizione di singole posizioni di lavorazione, Pag. 60 – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Manuale d'uso
Pagina 60
60
Impiego dei cicli di lavorazione
2.3 Definizione sag
o
ma P
A
T
TERN DEF
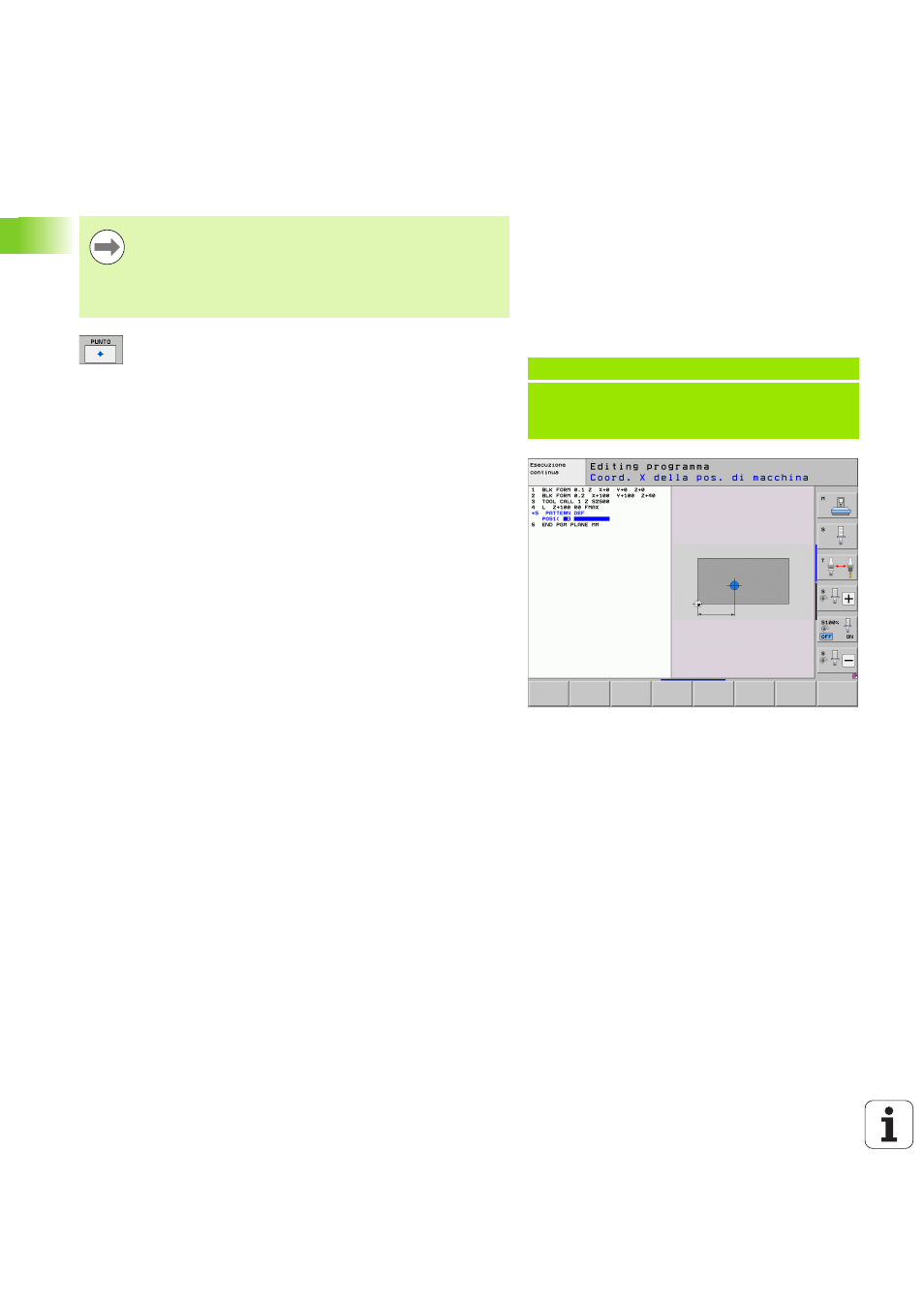
Definizione di singole posizioni di lavorazione
U
Coord. X della pos. di macchina
(in valore assoluto):
inserire la coordinata X
U
Coord. Y della pos. di macchina
(in valore assoluto):
inserire la coordinata Y
U
Coordinata superficie del pezzo
(in valore
assoluto): inserire la coordinata Z da cui deve partire
la lavorazione
Si possono inserire al massimo 9 posizioni di lavorazione,
confermare ogni volta il valore inserito con il tasto ENT.
Se si definisce una Superficie del pezzo in Z diversa da
0, questo valore ha effetto aggiuntivo rispetto alla
superficie del pezzo Q203 definita nel ciclo di lavorazione.
Esempio: blocchi NC
10 L Z+100 R0 FMAX
11 PATTERN DEF
POS1 (X+25 Y+33,5 Z+0)
POS2 (X+50 Y+75 Z+0)