Acciaio al carbonio, Plasma ad o, Protezione ad o – Hypertherm HT4400 Manuale d'uso
Pagina 170: 200 a, Inglese, Metrico
e-4
HT4400
Manuale di istruzioni
3.1
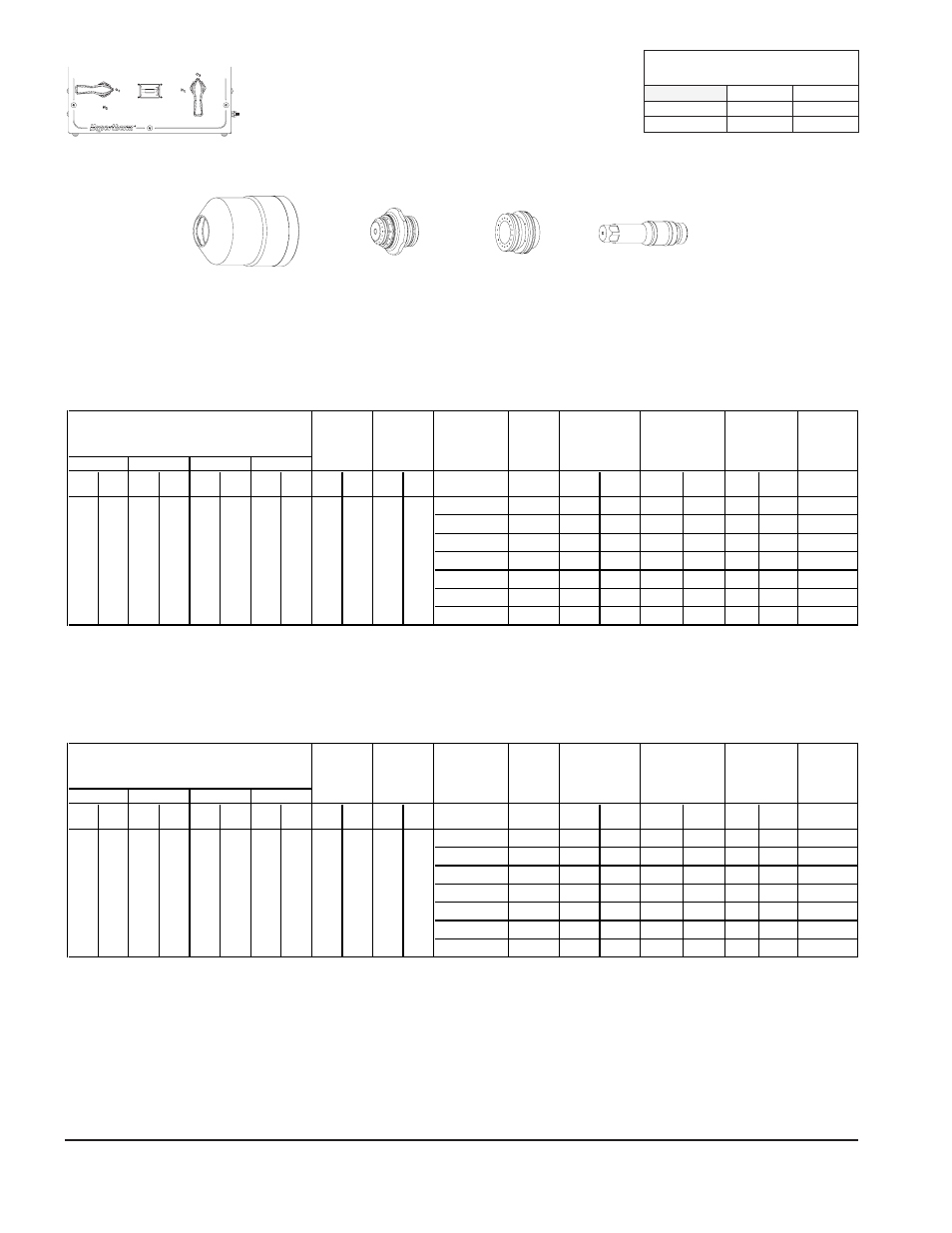
Acciaio al carbonio
Plasma ad O
2
/ protezione ad O
2
-N
2
200 A
Air
Portata a 9,6 bar
(scfh / sclh)
N
2
O
2
Preflusso
202.4 / 5731 60.4 / 1710
Azionamento
140.6 / 3981 111.4 / 3154
120786
Cappuccio di tenuta
120787
Ugello
120791
Anello diffusore
120793
Elettrodo
Le pressioni minime di ingresso rimangono regolate a 9,6 bar per tutti gli spessori.
Pressioni approssimative durante il taglio in modalità FUNZIONAMENTO:
PG1
59
PG2
33
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
1/4
120
,125
3
160
4060
,250
6
0,5
3/8
120
,125
3
100
2540
,250
6
0,5
1/2
125
,157
4
80
2030
,314
8
0,7
5/8
130
,157
4
70
1780
,314
8
0,9
3/4
135
,188
5
55
1400
,375
10
1,2
7/8
135
,25
6
45
1140
,500
13
1,5
1
140
,25
6
35
889
,500
13
2,5
23
44
35
37
18
27
38
37
3
5
7
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
6
120
3
,125
4301
169
6
,250
0,5
10
120
3
,125
2419
95
6
,250
0,5
12
125
4
,157
2151
85
8
,314
0,7
15
130
4
,157
1851
73
8
,314
0,9
20
135
5
,188
1331
52
10
,375
1,2
22
135
6
,25
1155
46
13
,500
1,5
25
140
6
,25
903
36
13
,500
2,5
37
35
23
44
18
27
38
37
3
5
7
Regolazione delle prove di preflusso e di azionamento
(psi)
Verifica della
Prova di
preflusso
(psi)
Verifica della
Prova di
azionamento
(psi)
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza di
sfondamento
iniziale torcia
Ritardo di
sfondamento
Plasma
Protezione
Plasma
Protezione
Pollice
Volts
pollice
mm
mm/m
pollice
mm
secondi
ipm
INGLESE
Regolazione delle prove di preflusso e di azionamento
(psi)
Verifica della
Prova di
preflusso
(psi)
Verifica della
Prova di
azionamento
(psi)
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza di
sfondamento
iniziale torcia
Ritardo di
sfondamento
Plasma
Protezione
Plasma
Protezione
Volts
mm
pollice
ipm
mm
pollice
secondi
mm/m
METRICO