Acciaio al carbonio, Solo sopra l’acqua, Funzionamento – Hypertherm HT2000LHF Manuale d'uso
Pagina 33: 50 amp. – plasma ad o, Protezione a o
FUNZIONAMENTO
6
2-18
HySpeed HT2000
Manuale dell’operatore
% della portata
Pressione
Distanza Altezza
di
Impostazione
Ritardo
del gas di plasma
gas di
tra torcia
sfondamento
tensione
Velocità
movimento
Spessore
Preflusso
Azionamento
protezione
e lamiera
iniziale torcia
d’arco
di taglio
approssimativo
del materiale
(% O
2
% N
2
)
(% O
2
% N
2
)
(O
2
) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
18 GA
1,2 mm
3
27
30
0
18/1,2
1,5
3,0
108
4060
0,0
14 GA
1,9 mm
2 / 17
18 / 0
17
1,5
3,0
108
3050
0,33
12 GA
2,5 mm
l/min
l/min
l/min
1,75
3,5
113
2540
0,33
10 GA
3,2 mm
2,0
4,0
118
1520
0,5
Acciaio al carbonio
50 amp. – Plasma ad O
2
/ protezione a O
2
Note:
Impostare la pressione di ingresso del ossigeno gas di plasma a 120 psi (8,3 bar).
Impostare la pressione di ingresso del azoto gas di plasma a 120 psi (8,3 bar).
Impostare la pressione di ingresso del gas di protezione a 90 psi (6,2 bar).
Il gas di ossigeno di protezione deve essere erogato da un regolatore separato dal regolatore del gas di plasma
dell’ossigeno.
Se si fa uso del telecomando digitale (DR) o del telecomando programmabile (PR), impostare la corrente a 60 amp.
Se si usa un sistema di controllo dell’altezza della torcia in grado di raggiungere l’impostazione della tensione d’arco
riportata in questa tabella, impostarlo di conseguenza. Se si usa un sistema di controllo dell’altezza della torcia meno
sensibile, arrotondare i numeri della tensione d’arco all’impostazione più vicina ottenibile.
Impostare l’altezza iniziale della torcia (prima della perforazione) a circa il doppio della distanza tra la torcia e la
lamiera per il metallo da tagliare.
Le tolleranze della distanza tra la torcia e la lamiera sono ± 0,25 mm. Nell’usare un THC le tolleranze sono ± 1 volt.
Mantenersi entro le gamme indicate per la velocità di corsa onde produrre tagli privi di caduta.
A causa dei bassi valori di portata del gas associati al processo a 50 amp., la qualità iniziale del taglio può essere
compromessa mentre viene spurgato l’azoto dal tubo del gas, quando si passa da preflusso al flusso di taglio (fino a 2
secondi). Per compensare, incrementare il ritardo del movimento della macchina od incrementare la distanza di
approccio all’inizio del taglio. Va notato che alcuni sistemi di controllo dell’altezza devono essere esclusi per impedire
che la torcia affondi nella lamiera se viene usata l’opzione del ritardo di movimento della macchina.
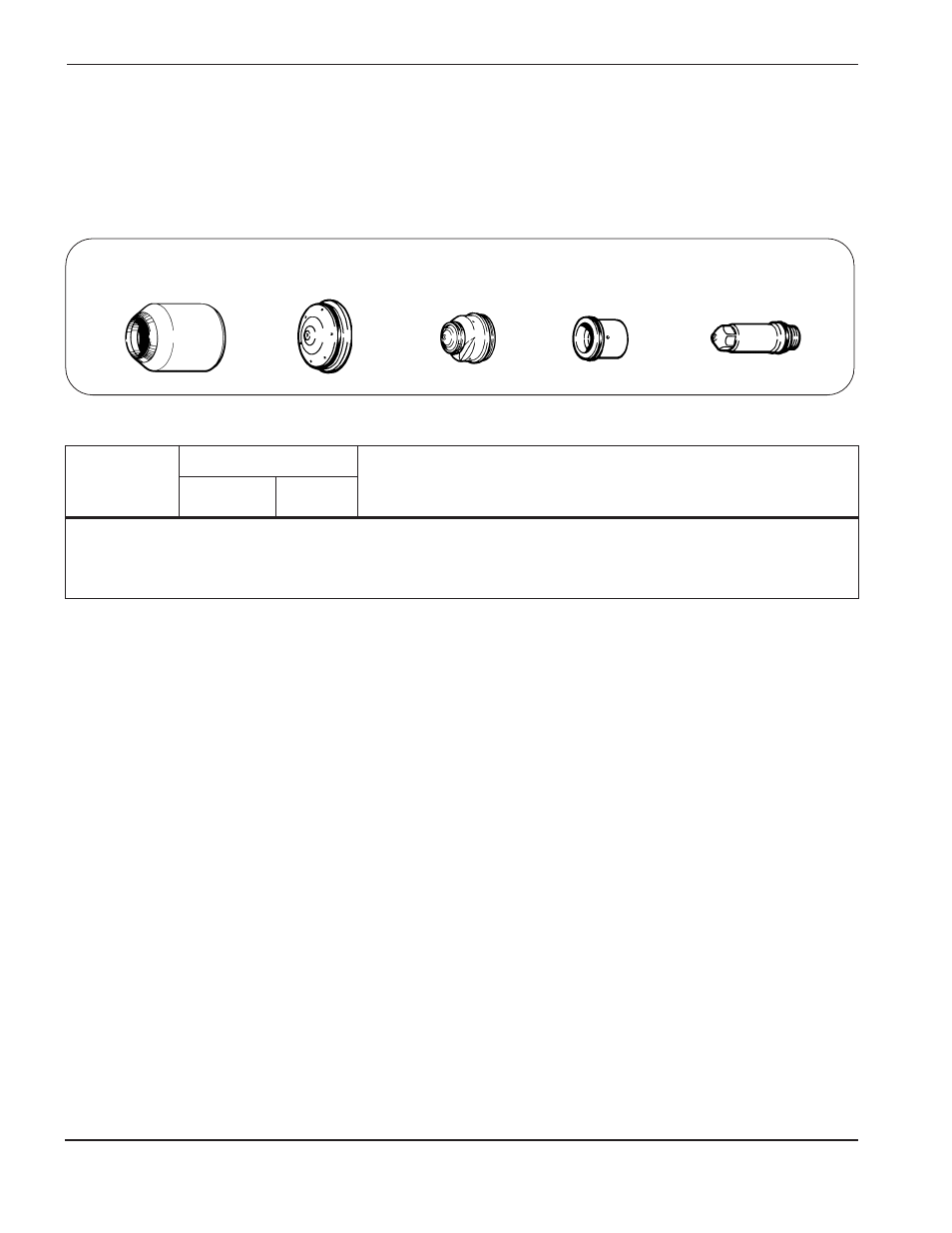
Solo sopra l’acqua
120185
Cappuccio di tenuta
120186
Protezione
120182
Ugello
120179
Anello diffusore
120178
Elettrodo