Finitura laterale (ciclo 24), 24 finitura laterale (utilizzabile a scelta), 6 cicli sl – HEIDENHAIN iTNC 530 (340 422) Manuale d'uso
Pagina 385
HEIDENHAIN iTNC 530
385
8.6 Cicli SL
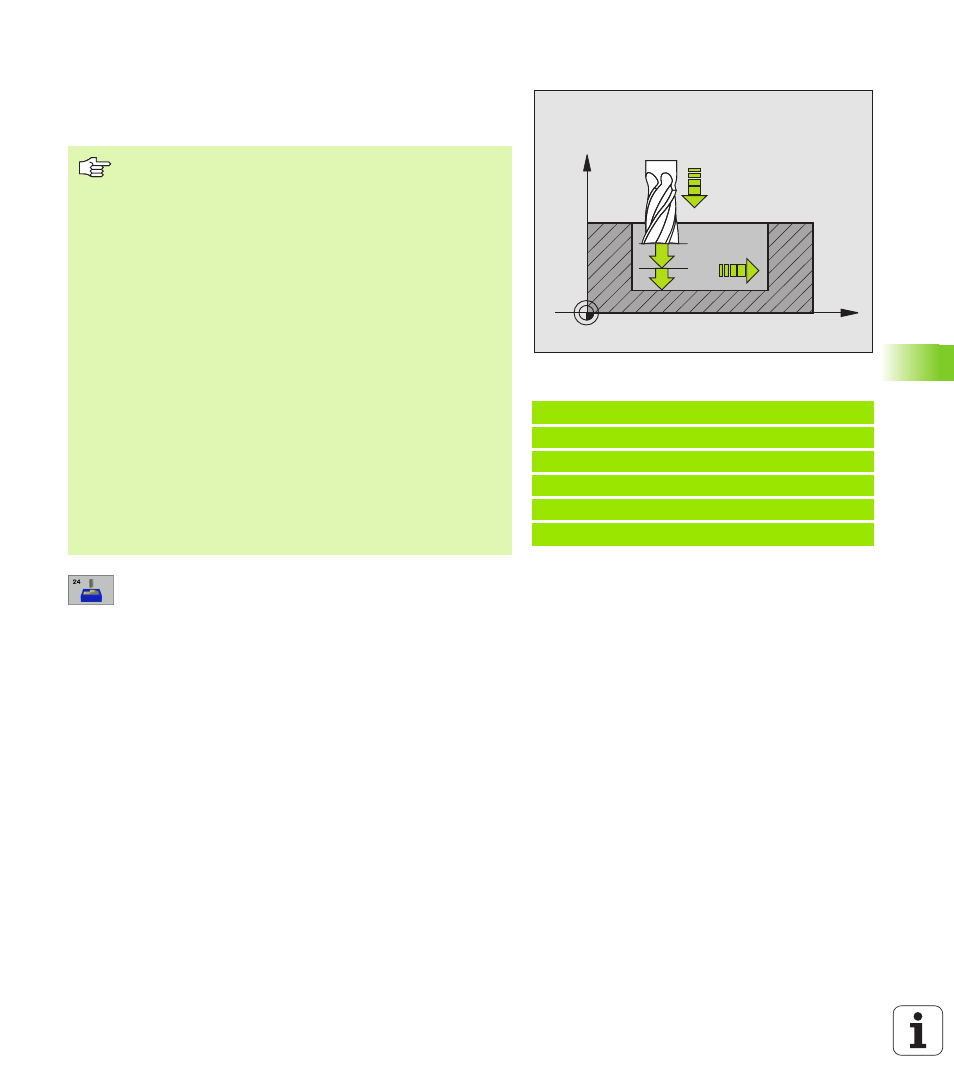
FINITURA LATERALE (Ciclo 24)
Il TNC avvicina l'utensile ai singoli segmenti di profilo su una traiettoria
circolare a raccordo tangenziale, finendo ogni segmento
separatamente.
8
SENSO ROT. ? ORARIO = -1
Q9:
Direzione di lavorazione:
+1:Rotazione in senso antiorario
–1: Rotazione in senso antiorario
8
PROFONDITA' DI ACCOSTAMENTO
Q10 (in valore
incrementale): quota dei singoli accostamenti
dell'utensile
8
AVANZAMENTO IN PROFONDITA'
Q11: avanzamento
dell'utensile durante la penetrazione
8
AVANZAMENTO SVUOTAMENTO
Q12: Avanzamento di
fresatura
8
SOVRAM. FINITURA LATERALE
Q14 (in valore
incrementale): sovrametallo per finiture ripetute;
programmando Q14 = 0 viene asportata la quota di
finitura residua
Esempio: Blocchi NC
61 CYCL DEF 24.0 FINITURA LATERALE
Q9=+1
;SENSO DI ROTAZIONE
Q10=+5
;PROF. ACCOSTAMENTO
Q11=100
;AVANZAMENTO PROF.
Q12=350
;AVANZAMENTO SVUOT.
Q14=+0
;SOVRAM. LATERALE
X
Z
Q11
Q12
Q10
Da osservare prima della programmazione
La somma tra QUOTA LATERALE (Q14) e raggio
dell'utensile di finitura deve essere inferiore alla QUOTA
LATERALE (Q3, ciclo 20) e il raggio dell'utensile di
svuotamento.
Anche per la lavorazione del ciclo 24 senza previo
svuotamento con il ciclo 22 vale il suddetto calcolo; in
questo caso il raggio dell'utensile di svuotamento assume
il valore "0".
Il ciclo 24 può essere utilizzato anche per la fresatura di
profili. In tale caso si deve
definire il profilo da fresare come singola isola (senza
limitazione di tasca) e
nel ciclo 20 si deve inserire il sovrametallo di finitura (Q3)
più grande della somma del sovrametallo di finitura Q14
+ raggio dell'utensile utilizzato
Il punto di partenza per la finitura viene determinato
automaticamente dal TNC e dipende dalle condizioni di
spazio della tasca. Il punto di partenza dipende dalle
condizioni di spazio nella tasca e dal sovrametallo
programmato nel ciclo 20.