Definizione di vettore normale, Forme di utensile consentite – HEIDENHAIN iTNC 530 (340 422) Manuale d'uso
Pagina 173
HEIDENHAIN iTNC 530
173
5.4 Cor
rezione tr
idimensionale dell’ut
e
nsile (opzione sof
tw
a
re
2)
Definizione di vettore normale
Un vettore normale è una grandezza matematica avente una
dimensione pari a 1 ed una qualsivoglia direzione. Nel caso di record
LN, il TNC necessiterebbe fino a due vettori normali, uno per
determinare la direzione dei vettori di superficie, e l'altro (opzionale) per
la direzione dell'orientamento dell'utensile. La direzione del vettore
normale viene definita dalle componenti NX, NY e NZ. Per le frese a
candela e frontali esso è diretto perpendicolarmente alla superficie del
pezzo al punto di riferimento utensile P
T
, per frese sferiche a P
T
‘ ovvero
P
T
(vedere figura in alto a destra). La direzione dell'orientamento
utensile è determinata dai componenti TX, TY e TZ.
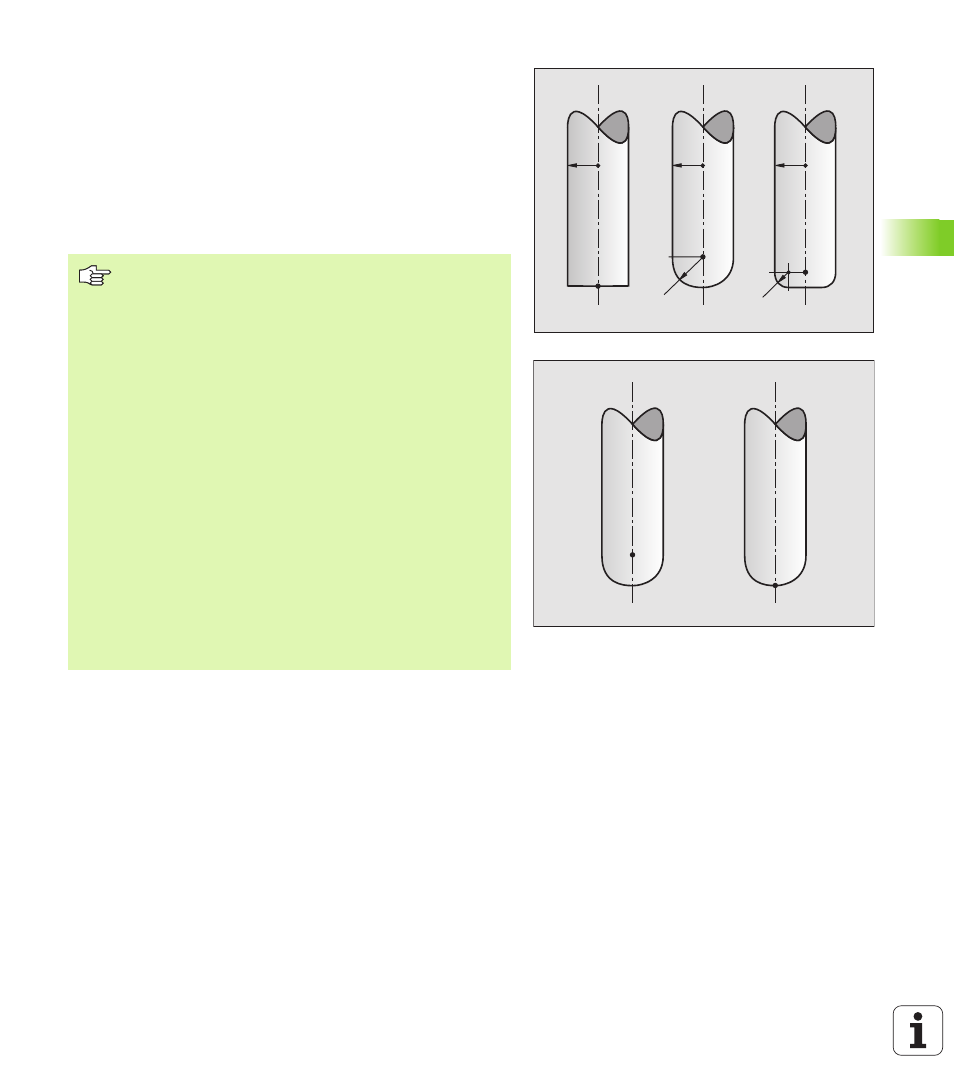
Forme di utensile consentite
Le forme di utensile consentite (vedere figura in alto a destra) vengono
definite nella Tabella utensili mediante i raggi utensile R e R2.
Raggio R dell'utensile: quota tra l’asse utensile e il lato esterno dello
stesso.
Raggio utensile 2R2: raggio di curvatura della punta dell’utensile al
lato esterno dello stesso
Il rapporto tra R e R2 determina la forma dell'utensile:
R2
= 0: Fresa a candela
R2
= R: Fresa a raggio frontale
0 < R2 < R: Fresa a raggio laterale
Da questi dati risultano anche le coordinate per il punto di riferimento
dell'utensile P
T
.
Le coordinate per le posizioni X, Y e Z e per i vettori normali
NX, NY, NZ ovvero TX, TY e TZ devono essere program-
mate nel blocco NC nello stesso ordine di sequenza.
Nel blocco LN indicare sempre tutte le coordinate e tutti i
vettori normali, anche quando i valori non sono variati
rispetto al blocco precedente.
TX, TY e TZ deve essere definito sempre con valori
numerici. I parametri Q non sono ammessi.
La correzione 3D con vettori normali è valida per le
indicazioni di coordinate negli assi principali X, Y, Z.
Serrando un utensile con sovradimensione (valori delta
positivi), il TNC emette un messaggio d'errore. Il messag-
gio d’errore può essere soppresso con la funzione ausiliaria
M107
(vedere "Premesse per i blocchi NC con vettori per-
pendicolari alla superficie e correzione 3D", pag. 167).
Il TNC non emette alcun messaggio d'errore in caso di
danneggiamento del profilo dovuto ad una maggiorazione
dell'utensile.
Mediante il parametro macchina 7680 si determina se il
sistema CAD ha corretto la lunghezza utensile mediante il
centro della sfera P
T
oppure il polo della sfera P
SP
(vedere
figura a destra).
P
T
R
R
R
R2
P
T
P
T
R2
P
T
'
P
T
P
SP