Impiego di altri utensili: valori delta – HEIDENHAIN iTNC 530 (340 422) Manuale d'uso
Pagina 174
174
5 Programmazione: Utensili
5.4 Cor
rezione tr
idimensionale dell’ut
e
nsile (opzione sof
tw
a
re
2)
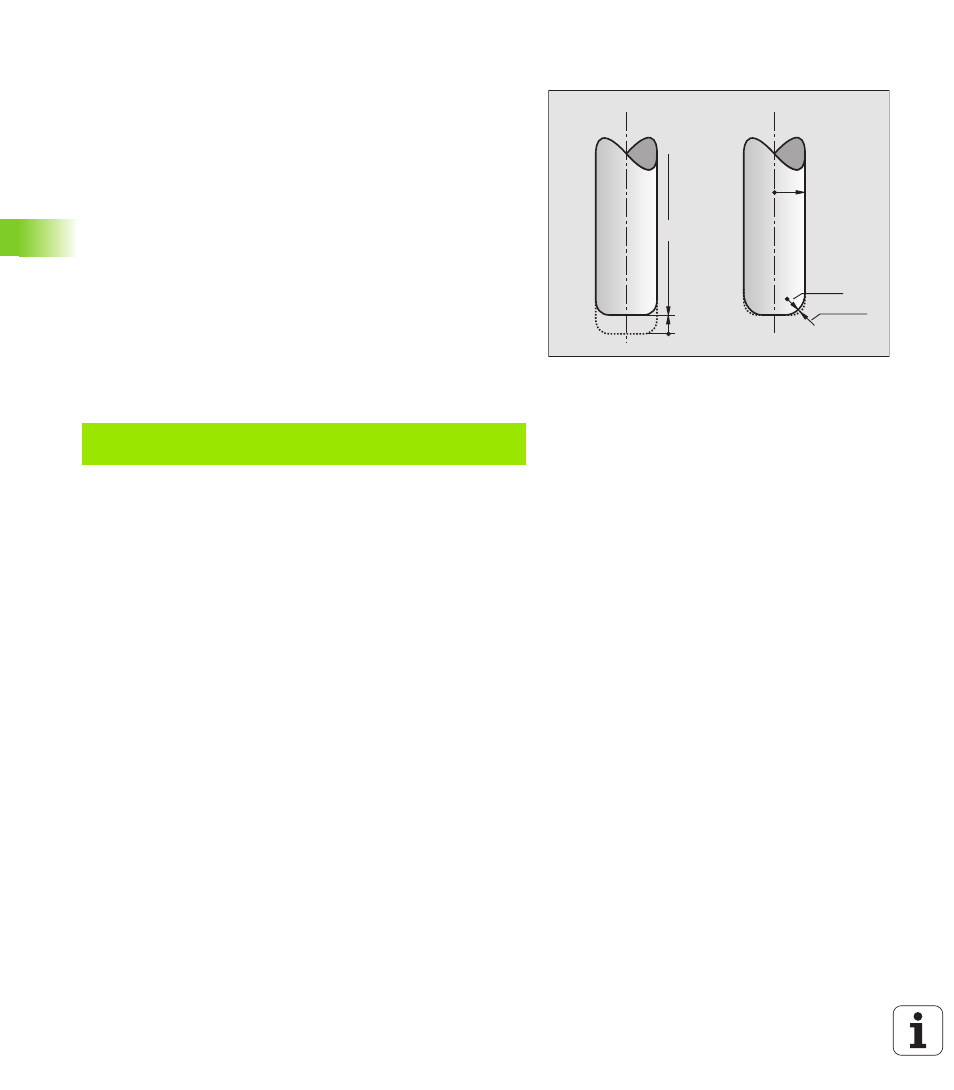
Impiego di altri utensili: valori delta
Impiegando utensili di dimensioni diverse dagli utensili
originariamente previsti, occorre inserire la differenza di lunghezza e
del raggio quali valori delta nella Tabella utensili o nella chiamata
utensile TOOL CALL:
Valore delta positivo DL, DR, DR2: l’utensile è più grande
dell’utensile originale (maggiorazione)
Valore delta negativo DL, DR, DR2: l’utensile è più piccolo
dell’utensile originale (sottodimensione)
Il TNC corregge quindi la posizione utensile della somma del delta dalla
Tabella utensili e dalla chiamata utensile.
Correzione tridimensionale senza orientamento
utensile
Il TNC sposta l'utensile in direzione della normale alla superficie per la
somma dei delta (Tabella utensile e TOOL CALL).
Esempio: formato blocco con vettori normali
L'avanzamento F e la funzione ausiliaria M possono essere inseriti e
modificati nel modo operativo MEMORIZZAZIONE/EDITING
PROGRAMMA.
Le coordinate del punto finale della retta e i componenti del vettore
normale vengono calcolati dal sistema CAD.
DL>0
L
R
DR2>0
R2
1 LN X+31.737 Y+21.954 Z+33.165
NX+0.2637581 NY+0.0078922 NZ-0.8764339 F1000 M3
LN
:
Retta con correzione 3D
X, Y, Z
:
Coordinate corrette del punto finale della retta
NX, NY, NZ
:
Componenti del vettore normale
F
:
Avanzamento
M
:
Funzione ausiliaria