Acciaio al carbonio, Funzionamento, Plasma ad o – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuale d'uso
Pagina 79: Protezione ad o, 30 a taglio, Nota, Metrico inglese marcatura
FUNZIONAMENTO
5
4-10
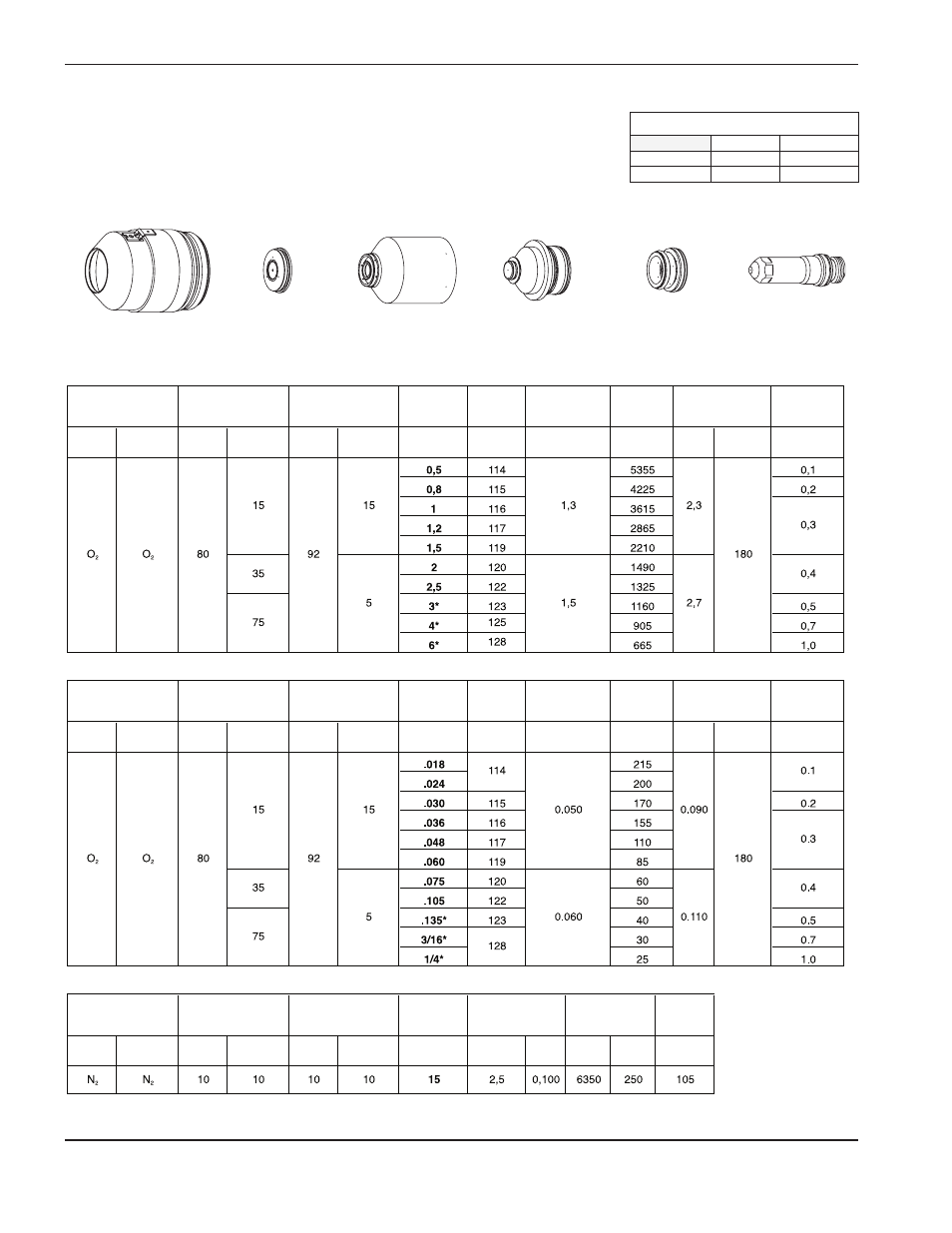
HPR130 per taglio manuale
Manuale di istruzioni
*Per questi spessori, si consiglia l’attesa del segnale “sfondamento completato.”
Acciaio al carbonio
Plasma ad O
2
/ protezione ad O
2
30 A taglio
Portata di flusso – lpm/scfh
O
2
Aria
Preflusso
0 / 0
46 / 97
Azionamento
22 / 46
0/0
Nota:
l’aria deve essere collegata per poter utilizzare questo processo. Viene utilizzata come gas di preflow.
220194
220173
220192
220313
220180
220193
Metrico
Inglese
Marcatura
Plasma
(1)
Protezione
(2)
Plasma
(3)
Protezione
(4)
Plasma
(5)
Protezione
(6)
mm
V
mm
mm/m
mm
Fattore %
sec.
Plasma
(1)
Protezione
(2)
Plasma
(3)
Protezione
(4)
Plasma
(5)
Protezione
(6)
Plasma
(1)
Protezione
(2)
Plasma
(3)
Protezione
(4)
Plasma
(5)
Protezione
(6)
poll.
V
poll.
ipm
poll.
Fattore %
sec.
Impostare il
Preflow
Impostare il
Cutflow
Tensione
d'arco
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Distanza
tra torcia
e lamiera
Spessore del
materiale
Selezionare
i gas
Selezionare
i gas
Selezionare
i gas
Impostare il
Preflow
Impostare il
Cutflow
Impostare il
Preflow
Impostare il
Cutflow
Tensione
d'arco
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Distanza
tra torcia
e lamiera
Spessore del
materiale
A
mm
poll.
mm/min
ipm
V
Distanza tra
torcia e lamiera
Velocità di
marcatura
Tensione
d'arco
Corrente