HEIDENHAIN TNC 128 (77184x-02) Manuale d'uso
Pagina 438
Cicli di lavorazione: fresatura di tasche / fresatura di isole
17.2
TASCA RETTANGOLARE (ciclo 251)
17
438
TNC 128 | Manuale utente Dialogo con testo in chiaro HEIDENHAIN | 7/2014
INCREMENTO PER FINITURA Q338 (in valore
incrementale): quota di accostamento dell'utensile
secondo l'asse del mandrino in finitura. Q338=0:
finitura in una sola passata. Campo di immissione da
0 a 99999,9999
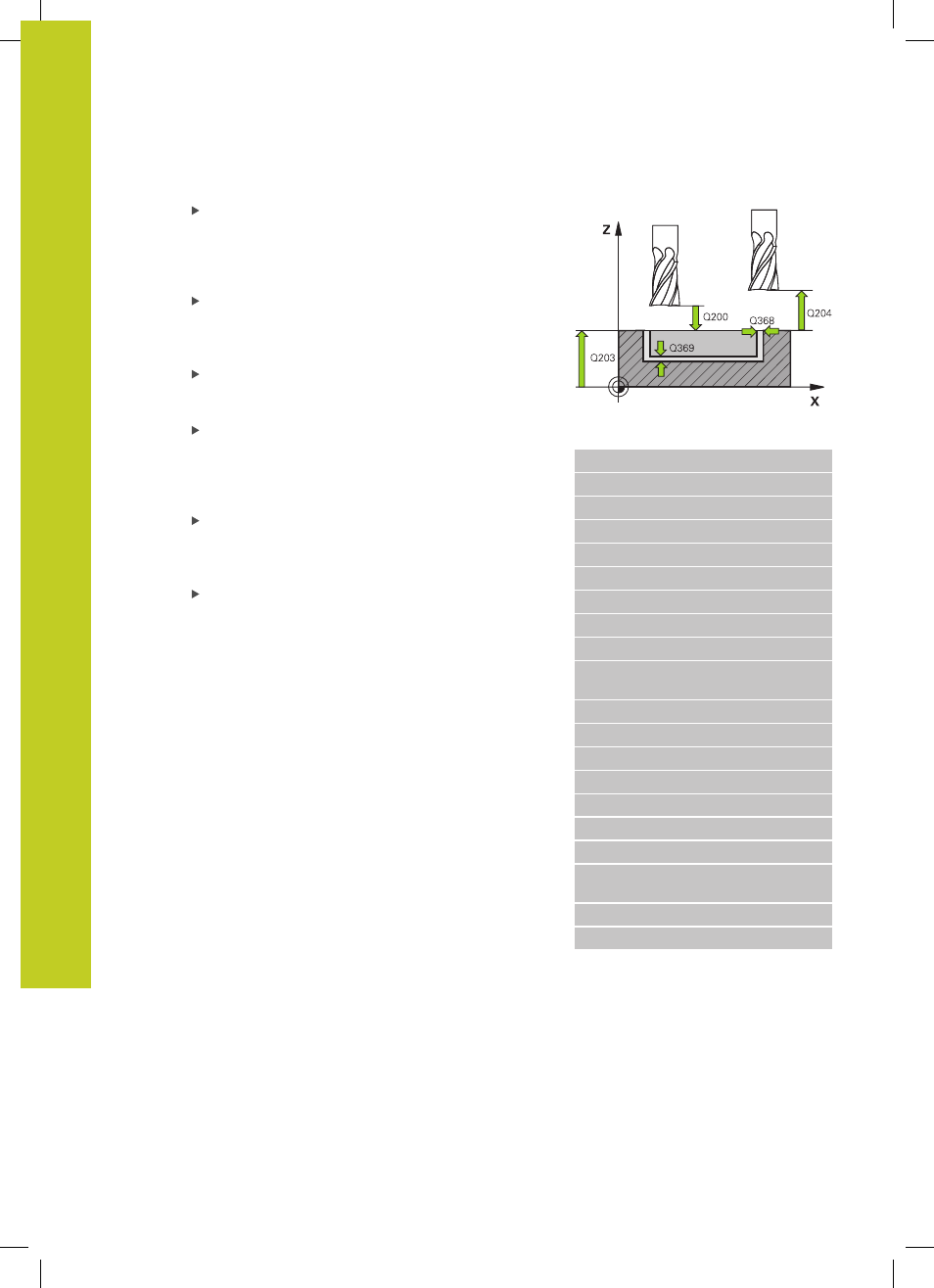
DISTANZA DI SICUREZZA Q200 (in valore
incrementale): distanza tra la punta dell’utensile e
la superficie del pezzo. Campo di immissione da 0 a
99999,9999,
COORD. SUPERFICIE PEZZO Q203 (in valore
assoluto): coordinata della superficie del pezzo.
Campo di immissione da -99999,9999 a 99999,9999
2ª DISTANZA DI SICUREZZA Q204 (in valore
incrementale): coordinata dell'asse del mandrino
che esclude una collisione tra l'utensile e il pezzo (il
dispositivo di serraggio). Campo di immissione da 0
a 99999,9999,
MODO FRESATURA Q351: tipo della lavorazione di
fresatura con M3
+1
= concorde
–1
= discorde
FATTORE DI SOVRAPPOSIZIONE Q370: Q370 x
raggio utensile dà l'accostamento laterale k. Campo
di immissione da 0,1 a 1,414,
Blocchi NC
8 CYCL DEF 251 TASCA RETTANGOLARE
Q215=0
;TIPO LAVORAZIONE
Q218=80
;LUNGHEZZA 1° LATO
Q219=60
;LUNGHEZZA 2° LATO
Q201=-20
;PROFONDITÀ
Q367=0
;POSIZIONE TASCA
Q202=5
;PROF. INCREMENTO
Q207=500
;AVANZAM. FRESATURA
Q206=150
;VELOCITA' AVANZ.
Q385=500
;AVANZAMENTO
FINITURA
Q368=0.2
;SOVRAM. LATERALE
Q369=0.1
;SOVRAM. PROFONDITÀ
Q338=5
;INCREMENTO FINITURA
Q200=2
;DISTANZA SICUREZZA
Q203=+0
;COORD. SUPERFICIE
Q204=50
;2° DIST. DI SICUREZZA
Q351=+1
;MODO FRESATURA
Q370=1
;SOVRAPP.
TRAIETTORIA UT.
9 X+50 R0 FMAX
10 Y+50 R0 FMAX M3 M99