Acciaio inox, Plasma a n, Protezione a n – Hypertherm HPR260XD Manual Gas Manuale d'uso
Pagina 127: 130 a, Metrico imperiale, Marcatura
Funzionamento
HPR260XD Manual Gas
– 806344 Revisione 2
4-37
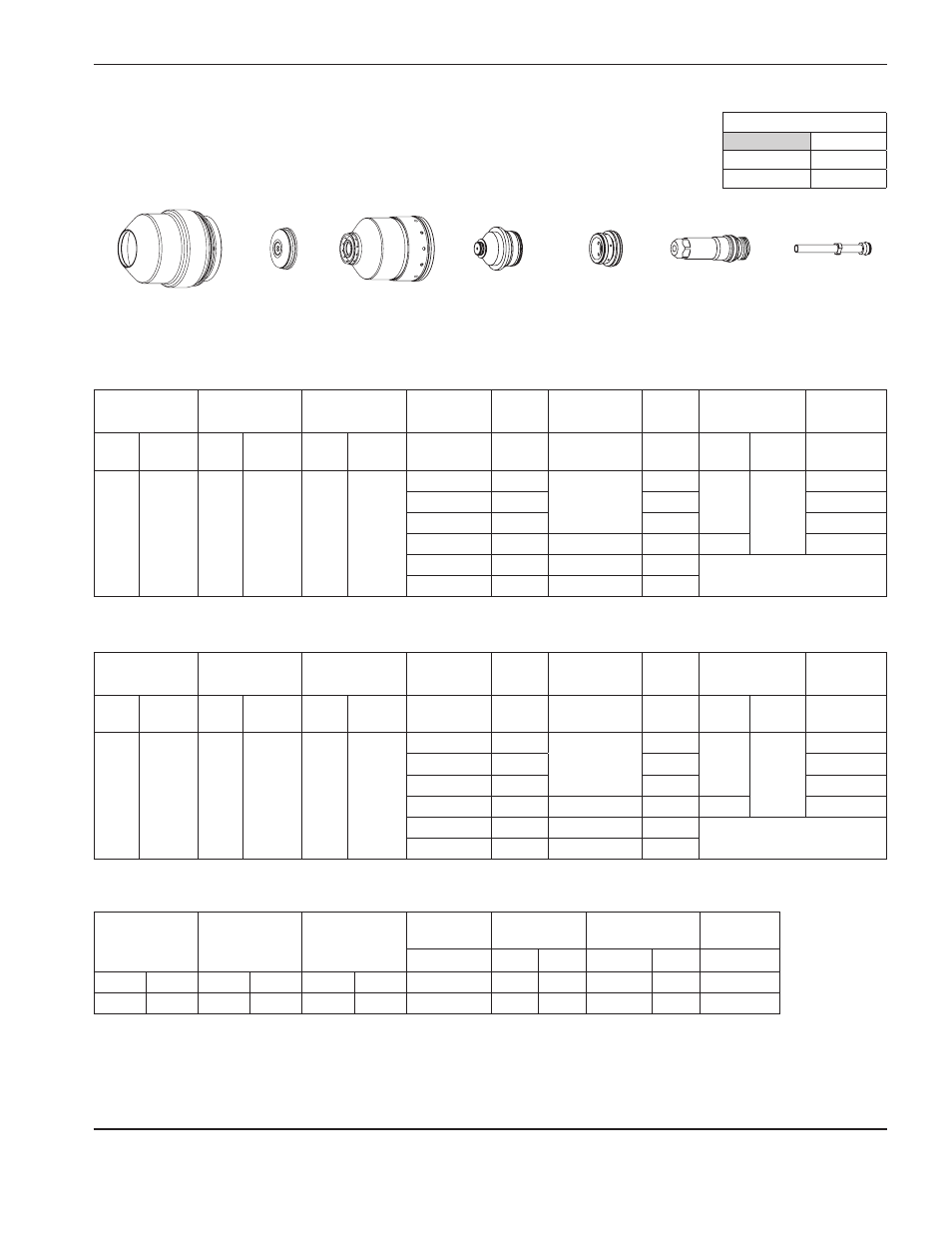
Acciaio inox
Plasma a N
2
/ Protezione a N
2
130 A
Nota:
questo processo produce un bordo di taglio più ruvido e scuro, con più bava, e i bordi di taglio
sono quasi perpendicolari rispetto al processo a 130 A che utilizza H35/N
2
.
Portata
–
l/min / scfh
N
2
Pre-flusso
97 – 205
Flusso di taglio 79 – 168
Metrico
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
V
poll.
poll/min
poll.
% fattore
secondi
N
2
N
2
20
65
70
30
1/4
153
0.120
75
0.240
200
0.3
5/16
155
64
0.4
3/8
156
55
0.5
1/2
162
0.140
30
0.280
0.8
5/8
167
0.150
25
Partenza dal bordo
3/4
176
0.170
15
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
V
mm
mm/m
mm
% fattore
secondi
N
2
N
2
20
65
70
30
6
153
3,0
1960
6,0
200
0,3
8
155
1630
0,4
10
156
1300
0,5
12
162
3,5
900
7,0
0,8
15
167
3,8
670
Partenza dal bordo
20
176
4,3
305
220198
220307
220179
220197
220756
220747
220340
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra
torcia e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
140
Ar
Aria
50
10
50
10
15
3,0
0.12
2540
100
75