Acciaio al carbonio, Funzionamento 4-30, Plasma a o – Hypertherm HPR260XD Manual Gas Manuale d'uso
Pagina 120: Protezione ad aria 200 a metrico imperiale, Marcatura
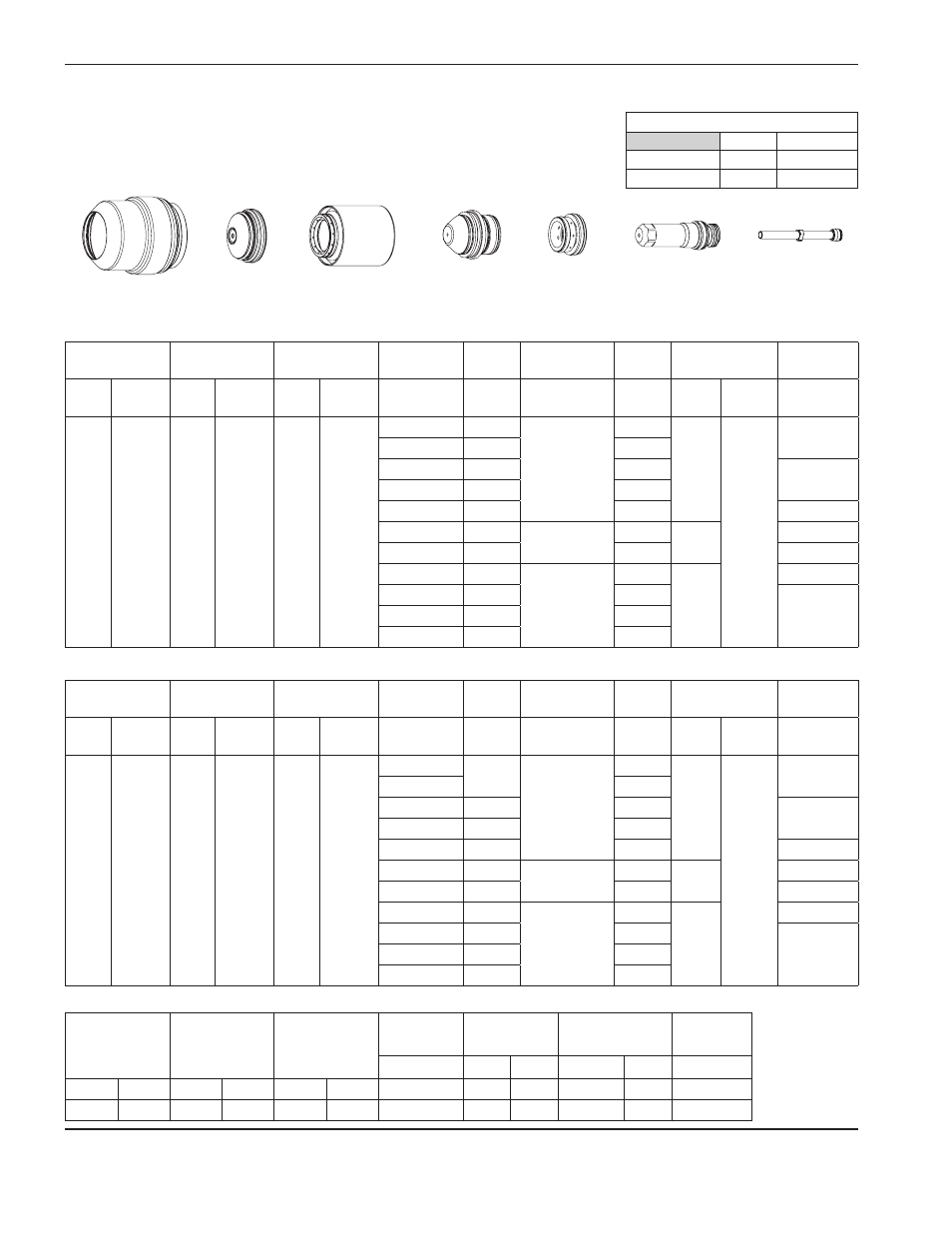
Funzionamento
4-30
HPR260XD Manual Gas
– 806344 Revisione 2
Acciaio al carbonio
Plasma a O
2
/ Protezione ad Aria
200 A
Metrico
Imperiale
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
mm
V
mm
mm/m
mm
% fattore
secondi
O
2
Aria
24
65
69
28
5
123
3,3
5700
6,6
200
0,2
6
124
5250
8
125
4355
0,3
10
126
3460
12
128
3060
0,5
15
131
4,1
2275
8,2
0,6
20
133
1575
0,8
25
143
5,1
1165
10,2
1,0
32
145
750
Partenza dal
bordo
38
152
510
50
163
255
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Spessore del
materiale
Tensione
d’arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
Gas
plasma
Gas di
protezione
poll.
V
poll.
poll/min
poll.
% fattore
secondi
O
2
Aria
24
65
69
28
3/16
124
0.13
230
0.26
200
0.2
1/4
200
5/16
125
171
0.3
3/8
126
140
1/2
128
115
0.5
5/8
131
0.16
80
0.32
0.6
3/4
133
65
0.8
1
143
0.20
45
0.40
1.0
1-1/4
145
30
Partenza dal
bordo
1-1/2
152
20
2
163
10
Portata – l/min / scfh
O
2
Aria
Pre-flusso
0 / 0
128 / 270
Flusso di taglio 39 / 82
48 / 101
220761
220637
220757
220353
220354
220340
220352
Marcatura
Selezione
gas
Impostazione
pre-flusso
Impostazione
flusso di taglio
Corrente
Distanza tra
torcia e lamiera
Velocità di
marcatura
Tensione
d’arco
A
mm
poll.
mm/m
poll/min
V
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
130
Ar
Aria
30
10
30
10
20
3,0
0.12
2540
100
63