Alluminio, Funzionamento, Plasma ad aria / protezione ad aria 130 a taglio – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuale d'uso
Pagina 96: Metrico inglese, Marcar
FUNZIONAMENTO
2
4-24
HPR130 Auto Gas
Manuale di istruzioni
Alluminio
Plasma ad aria / protezione ad aria
130 A taglio
Nota: Questo processo produce un bordo di taglio più ruvido con angoli medi più elevati rispetto al processo
per l’acciaio inox a 130 A che utilizza H35/N
2
.
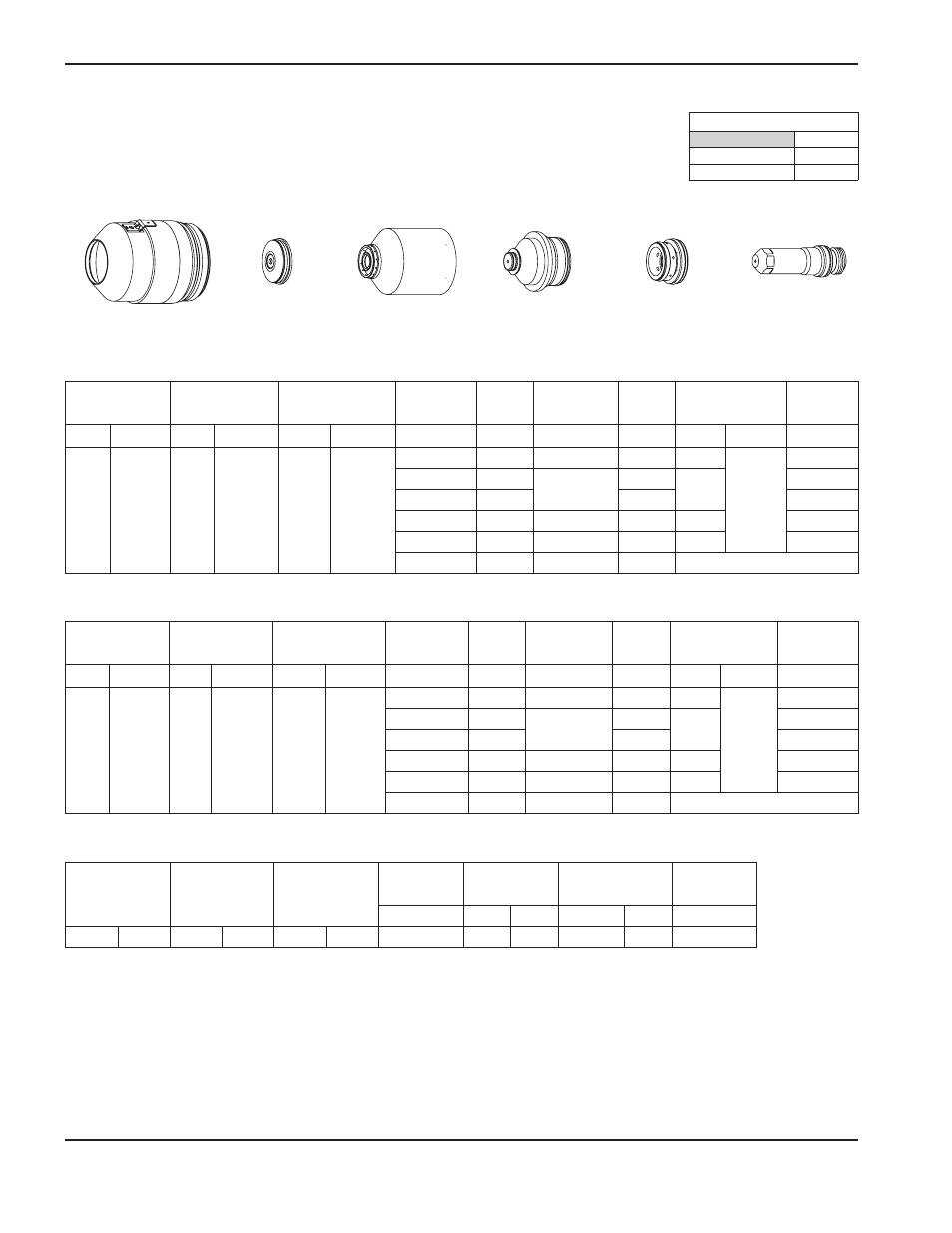
220198
220173
220181
220176
220179
220197
Metrico
Inglese
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
mm
V
mm
mm/m
mm
Fattore %
sec.
Aria
Aria
19
31
75
23
6
153
2,8
2370
5,6
200
0,2
10
154
3,0
1465
6,0
0,3
12
156
1225
0,5
15
158
3,3
1050
6,6
0,8
20
162
3,5
725
7,0
1,3
25
172
4,0
525
—
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
poll.
V
poll.
ppm
poll.
Fattore %
sec.
Aria
Aria
19
31
75
23
1/4
153
0.110
90
0.220
200
0.2
3/8
154
0.120
60
0.240
0.3
1/2
156
45
0.5
5/8
158
0.130
40
0.260
0.8
3/4
162
0.140
30
0.280
1.3
1
172
0.160
20
—
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità
di marcatura
Tensione
d'arco
A
mm
poll.
mm/min
ppm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
120
Marcar
Portata di flusso – lpm/scfh
Aria
Preflusso
73 / 154
Flusso di taglio
78 / 165