Acciaio inox, Funzionamento, Plasma a h35 / protezione a n – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuale d'uso
Pagina 93: 130 a taglio, Metrico inglese, Marcar
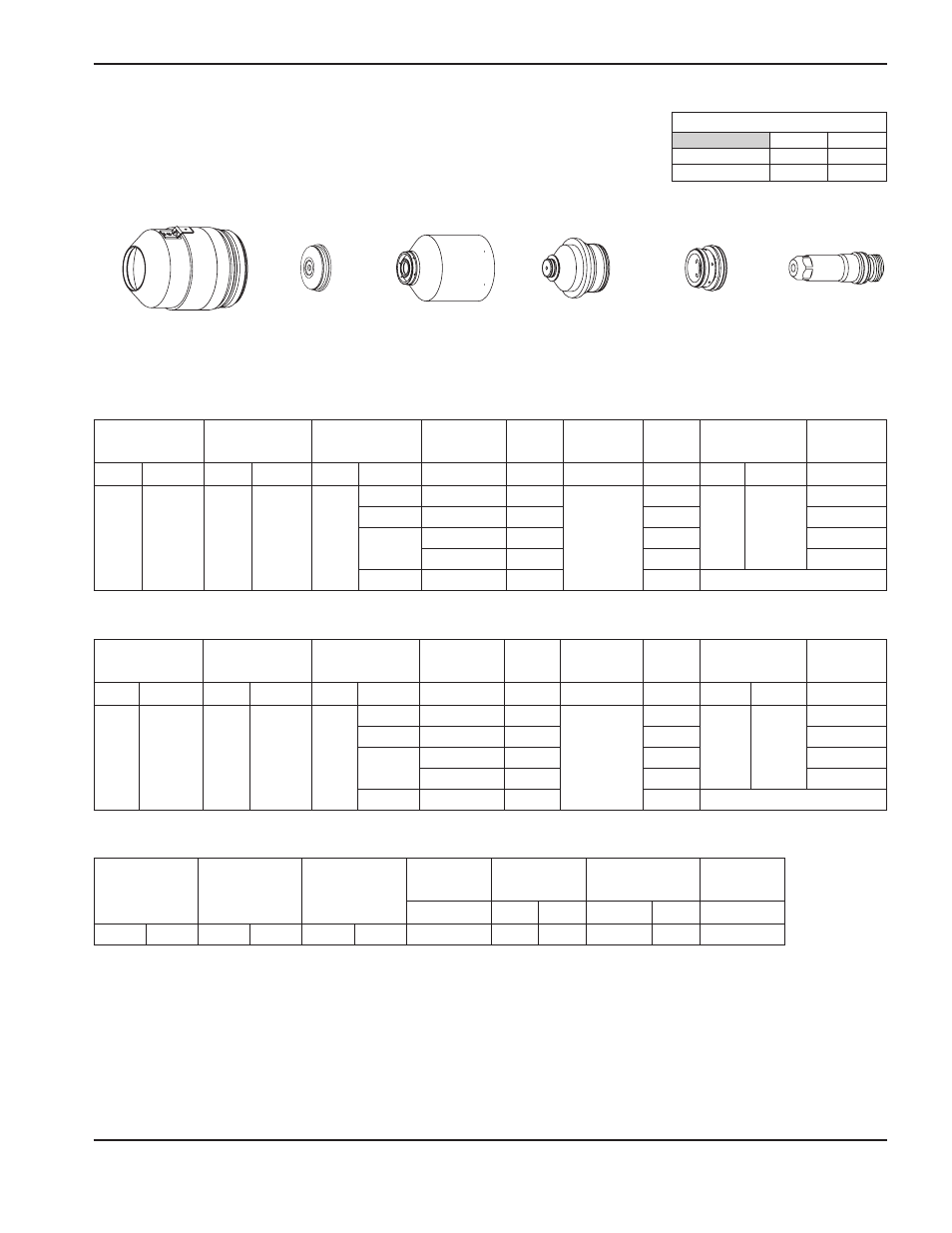
FUNZIONAMENTO
2
HPR130 Auto Gas
Manuale di istruzioni
4-21
Acciaio inox
Plasma a H35 / protezione a N
2
130 A taglio
Nota: Questo processo produce un bordo di taglio più levigato e più lucido con meno bava, ma maggiore
variazione dell’angolo di taglio rispetto al processo per l’acciaio inox a 130 A che utilizza N
2
/N
2
.
220198
220173
220307
220304
220179
220197
Metrico
Inglese
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
mm
V
mm
mm/m
mm
Fattore %
sec.
H35
N
2
19
32
75
49
10
154
4,5
980
7,7
170
0,3
37
12
158
820
0,5
24
15
162
580
0,8
20
165
360
1,3
16
25
172
260
—
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
poll.
V
poll.
ppm
poll.
Fattore %
sec.
H35
N
2
19
32
75
49
3/8
154
0.180
40
0.310
170
0.3
37
1/2
158
30
0.5
24
5/8
162
20
0.8
3/4
165
15
1.3
16
1
172
10
—
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità
di marcatura
Tensione
d'arco
A
mm
poll.
mm/min
ppm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
130
Marcar
Portata di flusso – lpm/scfh
H35
N
2
Preflusso
0 / 0
76 / 160
Flusso di taglio
26 / 54
68 / 144