Acciaio al carbonio, Funzionamento, Plasma ad o – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuale d'uso
Pagina 88: Protezione ad aria 130 a taglio, Metrico inglese, Marcar
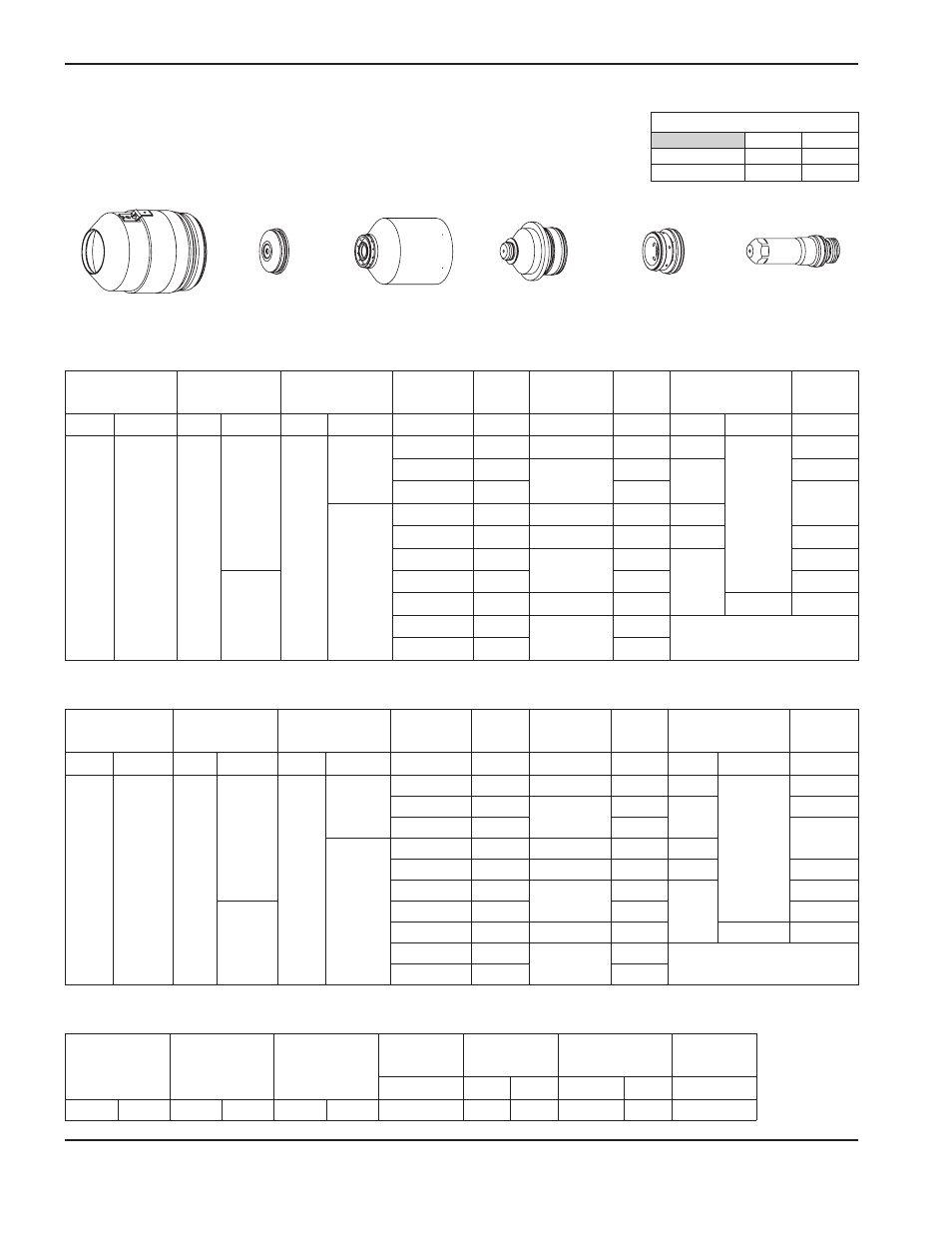
FUNZIONAMENTO
2
4-16
HPR130 Auto Gas
Manuale di istruzioni
Acciaio al carbonio
Plasma ad O
2
/ protezione ad aria
130 A taglio
220183
220173
220181
220176
220179
220182
Metrico
Inglese
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
mm
V
mm
mm/m
mm
Fattore %
sec.
O
2
Aria
32
32
84
28
3
124
2,5
6505
5,0
200
0,1
4
126
2,8
5550
5,6
0,2
6
127
4035
0,3
22
10
130
3,0
2680
6,0
12
132
3,3
2200
6,6
0,5
15
135
3,8
1665
7,6
0,7
52
20
138
1050
1,0
25
141
4,0
550
190
1,8
32
160
4,5
375
—
38
167
255
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Spessore del
materiale
Tensione
d'arco
Distanza tra
torcia e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione Plasma Protezione
poll.
V
poll.
ppm
poll.
Fattore %
sec.
O
2
Aria
32
32
84
28
0.135
124
0.100
240
0.200
200
0.1
3/16
126
0.110
190
0.220
0.2
1/4
127
150
0.3
22
3/8
130
0.120
110
0.240
1/2
132
0.130
80
0.260
0.5
5/8
135
0.150
60
0.300
0.7
52
3/4
138
45
1.0
1
141
0.160
20
190
1.8
1-1/4
160
0.180
15
—
1-1/2
167
10
Selezionare
i gas
Impostare il
preflusso
Impostare il
flusso di taglio
Corrente
Distanza tra torcia
e lamiera
Velocità
di marcatura
Tensione
d'arco
A
mm
poll.
mm/min
ppm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
130
Marcar
Portata di flusso – lpm/scfh
O
2
Aria
Preflusso
0 / 0
102 / 215
Flusso di taglio
33 / 70
45 / 96