Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuale d'uso
Pagina 85
FUNZIONAMENTO
HPR130 Auto Gas
Manuale di istruzioni
4-13
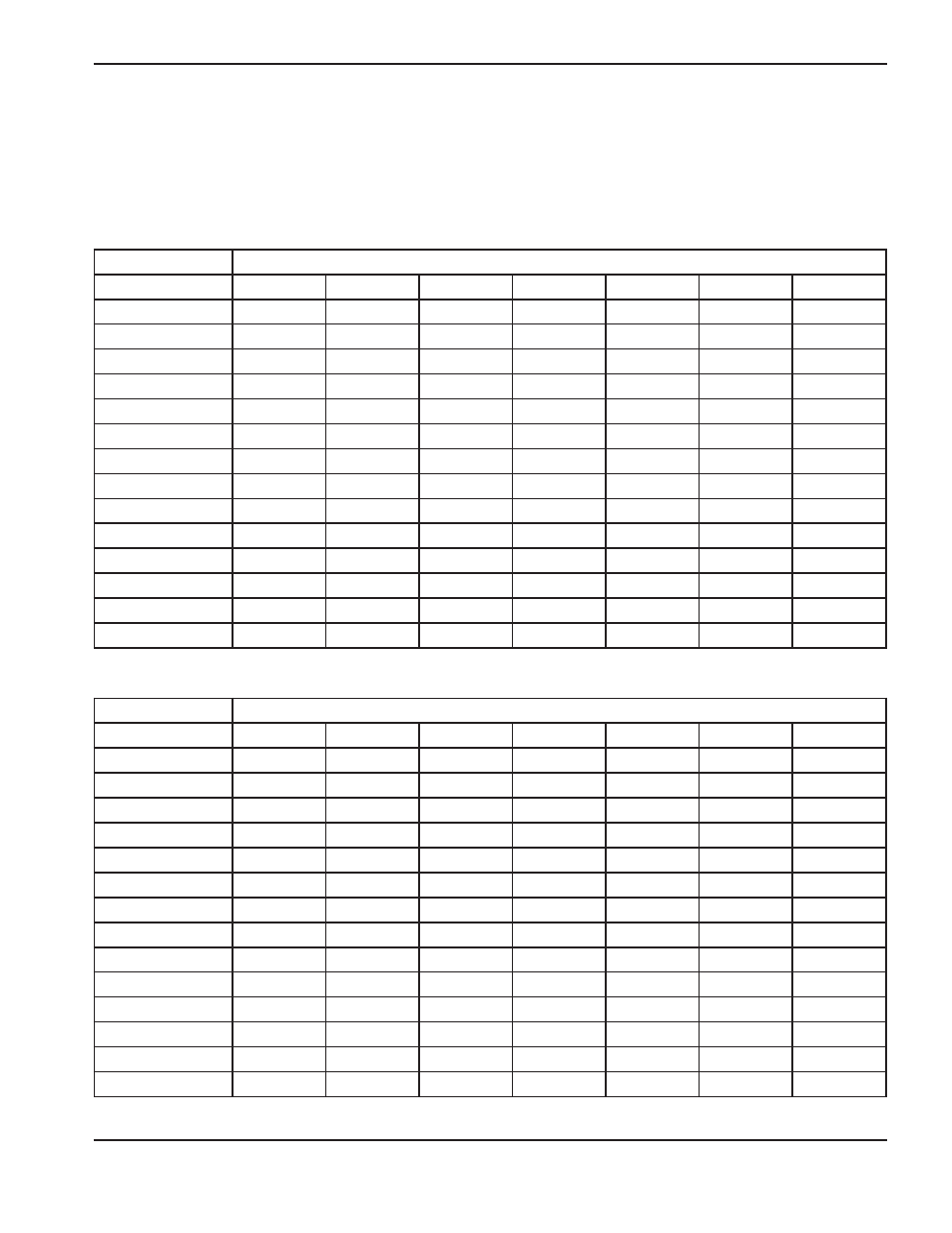
Compensazione stimata per la larghezza di del taglio (kerf)
Le larghezze indicate nella tabella riportata di seguito servono come riferimento. A causa delle differenze tra le varie
installazioni e della diversa composizione dei materiali, i valori ottenuti utilizzando il sistema per un’applicazione specifica
possono variare rispetto a quelli riportati in tabella.
Metrico
Inglese
Spessore – mm
Processo
1,5
3
6
10
12
20
25
Acciaio al carbonio
130A O
2
/ Aria
1,80
2,03
2,11
2,64
3,43
80A O
2
/ Aria
1,37
1,73
1,91
30A O
2
/ O
2
1,35
1,45
Acciaio inox
130A H35 / N
2
2,72
2,77
2,90
130A N
2
/ N
2
1,83
1,88
2,41
80A F5 / N
2
1,19
45A F5 / N
2
0,58
0,38
0,53
45A N
2
/ N
2
0,48
0,23
0,15
Alluminio
130A H35 / N
2
2,72
2,77
2,90
130A Aria / Aria
2,08
2,08
2,18
45A Aria / Aria
1,07
1,09
1,24
Spessore – pollice
Processo
0.060
0.135
1/4
3/8
1/2
3/4
1
Acciaio al carbonio
130A O
2
/ Aria
0.071
0.080
0.083
0.104
0.135
80A O
2
/ Aria
0.054
0.068
0.075
30A O
2
/ O
2
0.053
0.057
Acciaio inox
130A H35 / N
2
0.107
0.109
0.114
130A N
2
/ N
2
0.072
0.074
0.095
80A F5 / N
2
0.047
45A F5 / N
2
0.023
0.015
0.021
45A N
2
/ N
2
0.019
0.009
0.006
Alluminio
130A H35 / N
2
0.107
0.109
0.114
130A Aria / Aria
0.082
0.082
0.086
45A Aria / Aria
0.042
0.043
0.049