Parametri ciclo – HEIDENHAIN TNC 620 (34056x-04) Cycle programming Manuale d'uso
Pagina 164
Cicli di lavorazione: definizioni di sagome
6.2
SAGOMA DI PUNTI SU CERCHIO (ciclo 220, DIN/ISO: G220,
opzione software 19)
6
164
TNC 620 | Manuale utente programmazione di cicli | 10/2013
Parametri ciclo
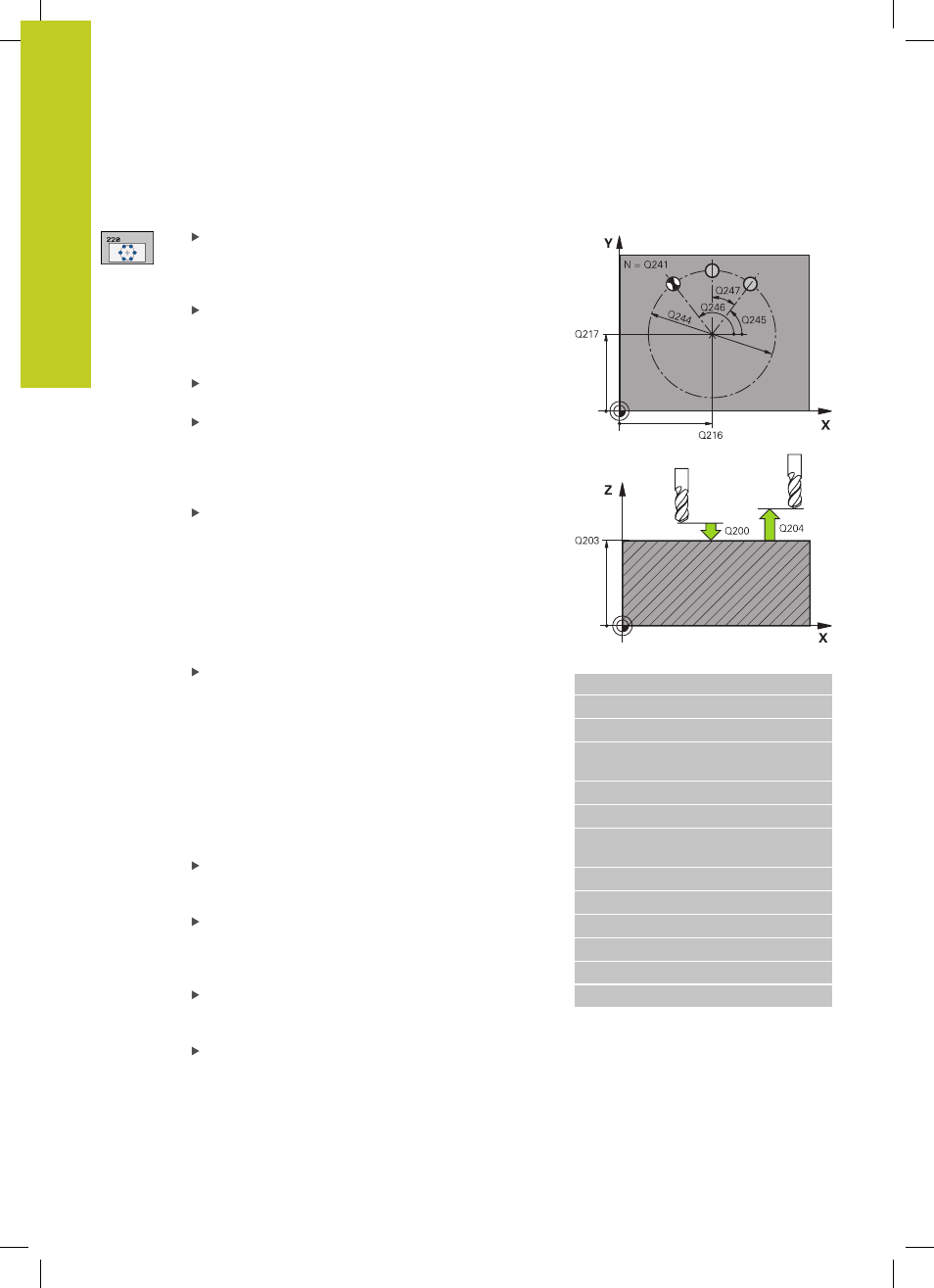
CENTRO 1º ASSE Q216 (in valore assoluto): centro
del cerchio parziale nell'asse principale del piano
di lavoro. Campo di immissione da -99999,9999 a
99999,9999
CENTRO 2º ASSE Q217 (in valore assoluto): centro
del cerchio parziale nell'asse secondario del piano
di lavoro. Campo di immissione da -99999,9999 a
99999,9999
DIAMETRO RETICOLO Q244: diametro del cerchio
parziale. Campo di immissione da 0 a 99999,9999
ANGOLO DI PARTENZA Q245 (in valore assoluto):
angolo tra l'asse principale del piano di lavoro e
il punto di partenza della prima lavorazione sul
cerchio parziale. Campo di immissione da -360,000 a
360,000
ANGOLO FINALE Q246 (in valore assoluto): angolo
tra l'asse principale del piano di lavoro e il punto
iniziale dell'ultima lavorazione sul cerchio parziale
(non vale per cerchi completi); inserire l'angolo
finale diverso dall'angolo di partenza; se per l'angolo
finale viene inserito un valore maggiore di quello
dell'angolo di partenza, la lavorazione viene eseguita
in senso antiorario, altrimenti in senso orario.
Campo di immissione da -360,000 a 360,000
ANGOLO INCREMENTALE Q247 (in valore
incrementale): angolo tra due lavorazioni sul
cerchio parziale; inserendo 0 per l'ANGOLO
INCREMENTALE, il TNC calcola l'ANGOLO
INCREMENTALE dagli ANGOLI DI PARTENZA
e FINALE e dal NUMERO DI LAVORAZIONI;
inserendo un ANGOLO INCREMENTALE, il TNC
non tiene conto dell'ANGOLO FINALE; il segno
dell'ANGOLO INCREMENTALE definisce la
direzione della lavorazione (- = senso orario). Campo
di immissione da -360,000 a 360,000
NUMERO LAVORAZIONI Q241: numero delle
lavorazioni sul cerchio parziale. Campo di
immissione da 1 a 99999
DISTANZA DI SICUREZZA Q200 (in valore
incrementale): distanza tra la punta dell'utensile e
la superficie del pezzo. Campo di immissione da 0 a
99999,9999
COORD. SUPERFICIE PEZZO Q203 (in valore
assoluto): coordinata della superficie del pezzo.
Campo di immissione da -99999,9999 a 99999,9999
2ª DISTANZA DI SICUREZZA Q204 (in valore
incrementale): coordinata dell'asse del mandrino
che esclude una collisione tra l'utensile e il pezzo
(dispositivo di serraggio). Campo di immissione da 0
a 99999,9999
Blocchi NC
53 CYCL DEF 220 CERCHIO FIGURE
Q216=+50
;CENTRO 1º ASSE
Q217=+50
;CENTRO 2º ASSE
Q244=80
;DIAMETRO
RIFERIMENTO
Q245=+0
;ANGOLO DI PARTENZA
Q246=+360
;ANGOLO FINALE
Q247=+0
;ANGOLO
INCREMENTALE
Q241=8
;NUMERO LAVORAZIONI
Q200=2
;DISTANZA SICUREZZA
Q203=+30
;COORD. SUPERFICIE
Q204=50
;2° DIST. DI SICUREZZA
Q301=1
;SPOST. A ALT. SICUR.
Q365=0
;TIPO DI TRAIETTORIA