Pag. 92 – HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot Manuale d'uso
Pagina 92
92
D
e
finizione delle lavorazi
oni
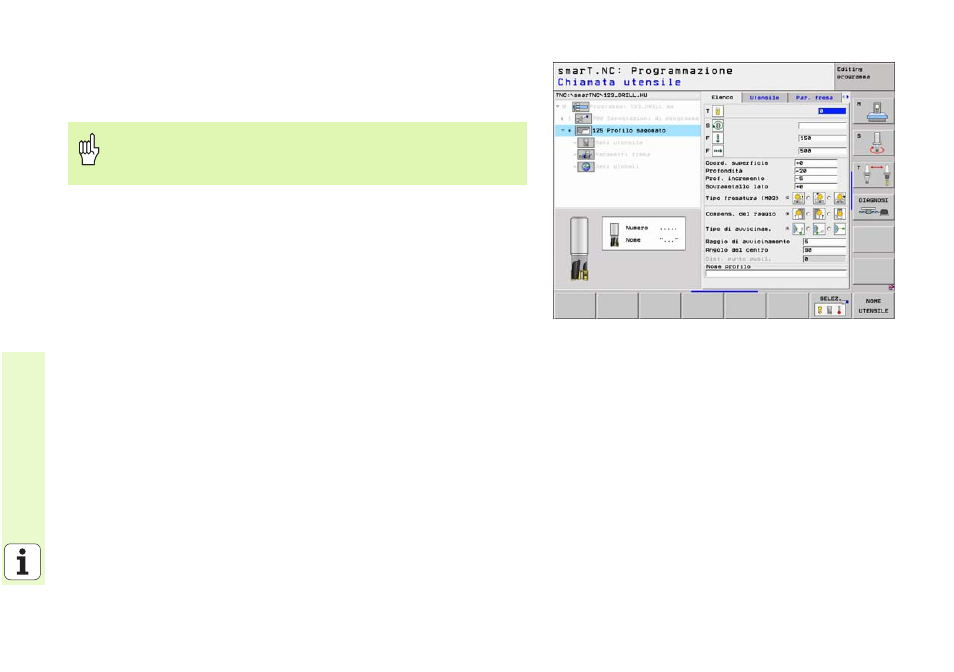
Unit 125 Profilo sagomato
Con il profilo sagomato si possono lavorare profili aperti e chiusi che sono
stati definiti in un programma .HC, o generati con il converter DXF.
Parametri nel modulo Panoramica:
8
T
: numero oppure nome utensile (commutabile tramite softkey)
8
S
: Numero di giri del mandrino [giri/min] o velocità di taglio [m/min]
8
F
: Avanzamento in accostamento in profondità [mm/min], FU [mm/giro]
o FZ [mm/dente]
8
F
: Avanzamento in fresatura [mm/min], FU [mm/giro] o FZ [mm/dente]
8
Coordinata superficie
: Coordinata della superficie del pezzo a cui si
riferiscono le profondità indicate
8
Profondità
: Profondità di fresatura
8
Profondità di accostamento
: quota dei singoli accostamenti dell’utensile
8
Sovrametallo laterale
: sovrametallo per finitura
8
Tipo di fresatura
: fresatura concorde, fresatura discorde o
lavorazione con pendolamento
8
Correzione del raggio
: Lavorazione del profilo con correzione a
sinistra, correzione a destra o senza correzione
8
Tipo di avvicinamento
: avvicinamento tangenziale su un arco di
cerchio o avvicinamento tangenziale su una retta o avvicinamento
perpendicolare al profilo
8
Raggio di avvicinamento
(efficace solo se è selezionato
l'avvicinamento tangenziale su un arco di cerchio): raggio del cerchio di
avvicinamento
Scegliere il punto iniziale e finale del profilo in modo che ci sia
spazio sufficiente per i movimenti di avvicinamento e
allontanamento!