Pag. 133 – HEIDENHAIN iTNC 530 (340 49x-03) smarT.NC Pilot Manuale d'uso
Pagina 133
Advertising
133
Definizion
e d
e
lle po
sizio
n
i di
lavora
zione
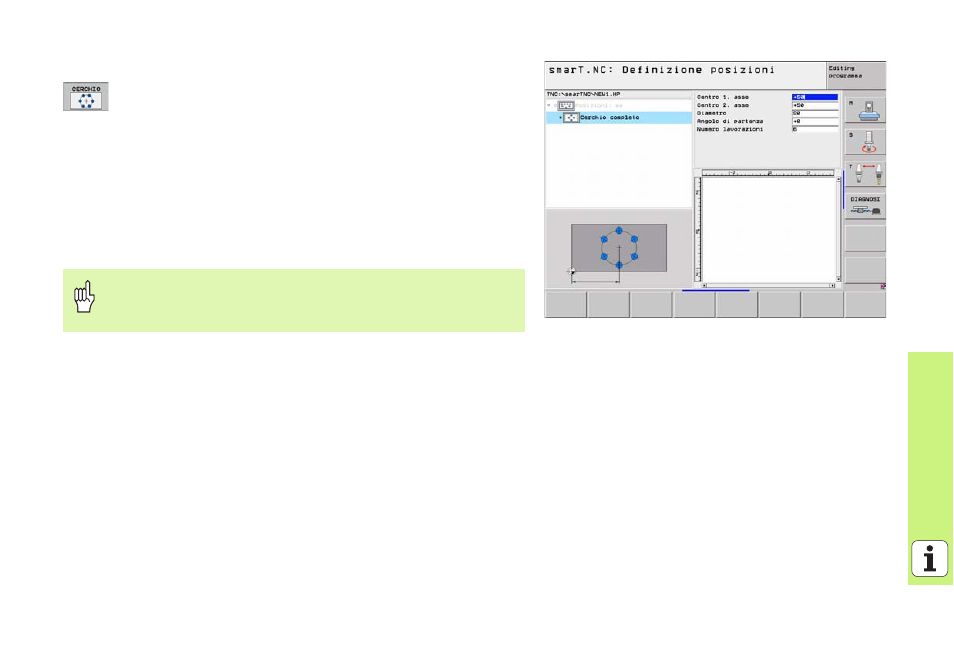
Cerchio pieno
8
Centro 1° asse
: coordinata del centro del cerchio
1
nell’asse
principale del piano di lavoro
8
Centro 2° asse
: coordinata del centro del cerchio
2
nell’asse
secondario del piano di lavoro
8
Diametro
: diametro del cerchio
8
Angolo di partenza
: angolo polare della prima posizione di
lavorazione. Asse di riferimento: asse principale del piano di
lavoro attivo (per es. X con asse utensile Z). Il valore può
essere inserito con segno positivo o negativo
8
Numero di lavorazioni
: numero totale di posizioni di
lavorazione sul cerchio
smarT.NC calcola il passo angolare tra due posizioni di
lavorazione sempre da 360° diviso per il numero delle
lavorazioni.
Advertising