Acciaio inox, Plasma a n, Protezione a n – Hypertherm HSD130 Local High Frequency Manuale d'uso
Pagina 90: 130 a taglio
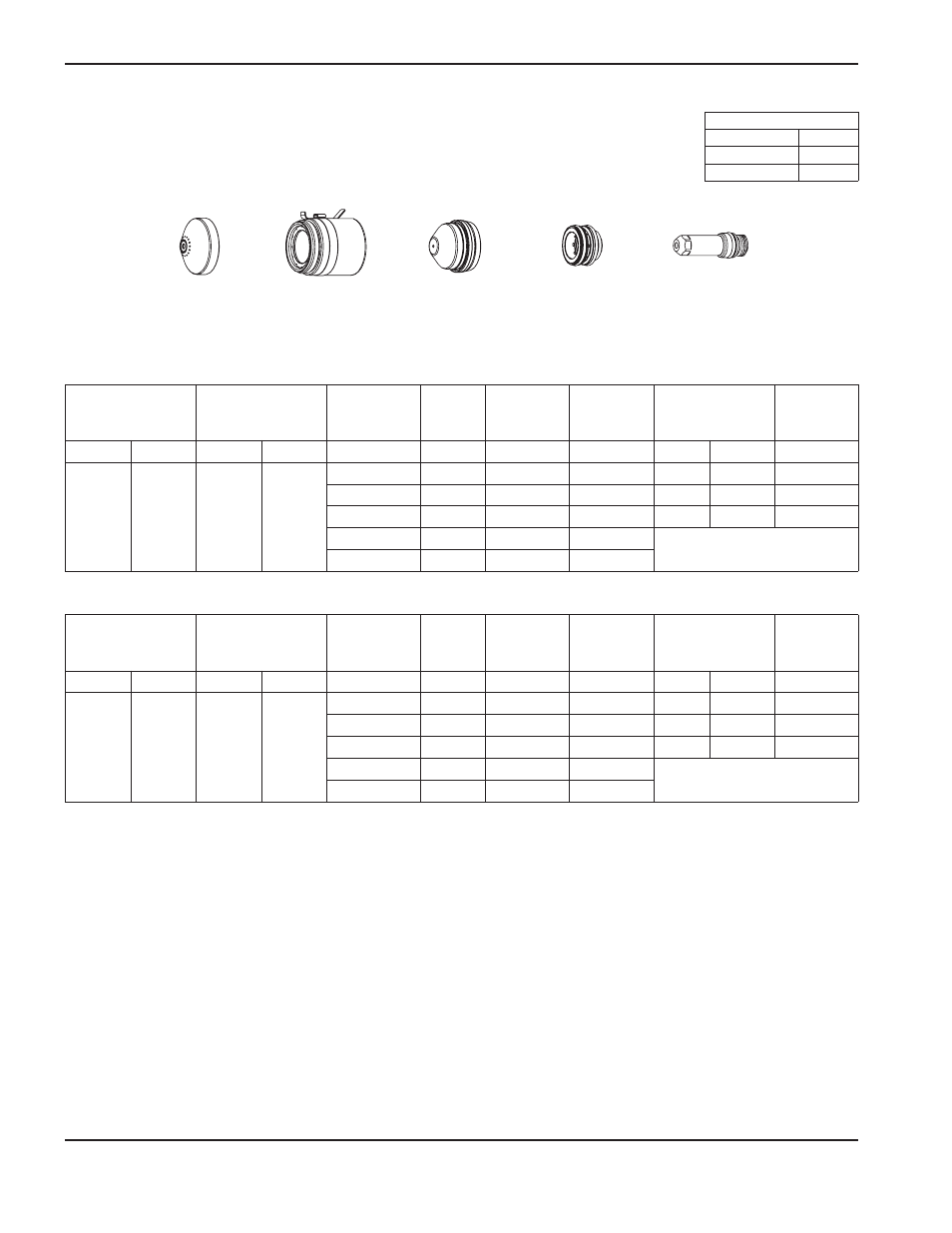
FUNZIONAMENTO
4-18
HySpeed HSD130
Manuale di istruzioni
220536
220535
220488
020415
220578
220490 (senza spinotto IHS)
Portata di flusso – lpm/scfh
N
2
Preflusso
165 / 350
Flusso di taglio
173 / 366
Metrico
Inglese
Selezionare
i gas
Impostare il
Cutflow
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione
poll.
V
poll.
ppm
poll.
Fattore %
sec.
N
2
N
2
46
71
1/4
130
0.120
90
0.240
200
0.3
3/8
132
0.140
70
0.280
200
0.5
1/2
141
0.140
35
0.280
200
0.8
5/8
144
0.150
25
Partenza dal bordo
3/4
153
0.170
15
Selezionare
i gas
Impostare il
Cutflow
Spessore del
materiale
Tensione
d'arco
Distanza
tra torcia
e lamiera
Velocità
di taglio
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Plasma Protezione Plasma Protezione
mm
V
mm
mm/m
mm
Fattore %
sec.
N
2
N
2
46
71
6
130
3,0
2340
6,0
200
0,3
10
132
3,6
1640
7,2
200
0,5
12
141
3,6
1080
7,2
200
0,8
15
144
3,8
700
Partenza dal bordo
20
153
4,3
300
Acciaio inox
Plasma a N
2
/ protezione a N
2
130 A taglio