Hypertherm HSD130 Local High Frequency Manuale d'uso
Pagina 111
MANUTENZIONE
5-8
HySpeed HSD130
Manuale di istruzioni
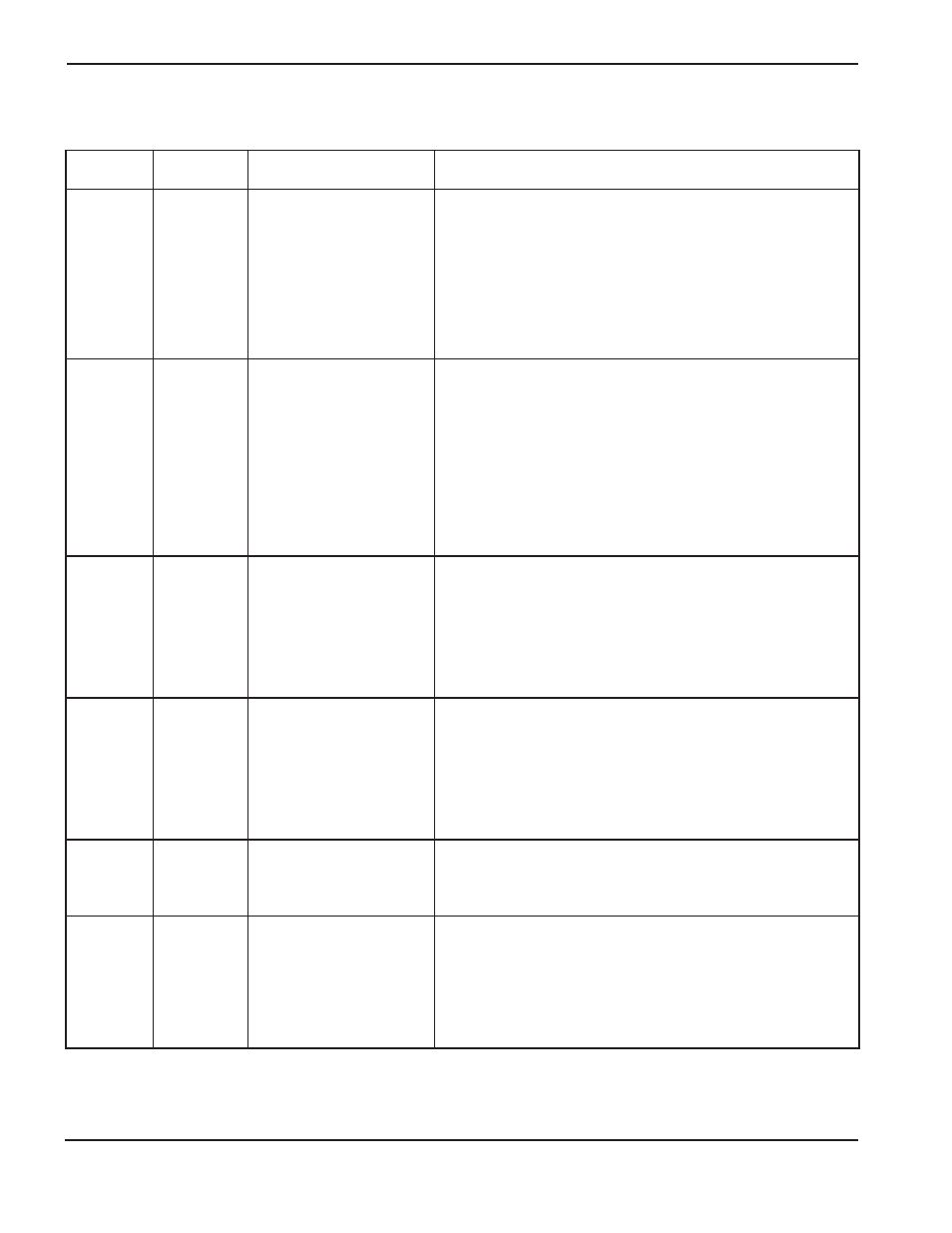
Risoluzione dei problemi con i codici di errore (2 di 8)
Codice di
errore
Nome
Descrizione
Azione correttiva
026
Perdita del
trasferimento
Segnale di trasferimento
perso dopo il trasferimento
stesso. Il segnale è
< di 3,5 A.
1. Verificare che i consumabili siano in buone condizioni.
2. Verificare che le impostazioni del gas siano corrette.
3. Verificare il tempo di ritardo di sfondamento.
4. Verificare che l’arco non perda contatto con la lamiera durante il
taglio, per esempio durante il taglio dei fori o dei materiali di scarto.
5. Verificare che il cavo di massa non sia danneggiato o non vi siano
connessioni allentate.
6. Provare a collegare il cavo di massa direttamente alla lamiera.
7. Eseguire una prova del chopper (vedere la sezione Manutenzione).
027
Perdita di fase
Si è verificato uno
sbilanciamento di fase sul
chopper dopo la chiusura del
contattore o durante il taglio.
1. Verificare la tensione di alimentazione del generatore tra tutte
le fasi.
2. Scollegare l’alimentazione al generatore, rimuovere il coperchio
del contattore e ispezionare i contatti per verificare che non siano
eccessivamente usurati.
3. Ispezionare il cavo di alimentazione, il contattore e l’ingresso nel
chopper per verificare che non vi siano connessioni allentate.
4. Ispezionare i fusibili di perdita di fase sulla scheda di distribuzione
di potenza (PCB3). Sostituire la scheda se i fusibili sono bruciati.
5. Eseguire un test di perdita di fase (vedere la sezione
Manutenzione).
031
Perdita del
segnale di
avvio
Il segnale di avvio è stato
ricevuto ed è poi stato
interrotto prima che si sia
stabilito un arco.
1. Se si utilizza una relè meccanico per fornire al generatore HSD il
segnale di avvio, questo relè rimbalza sulla sua sede quando viene
alimentato o i suoi contatti sono difettosi. Sostituire il relè.
2. Ispezionare il cavo di interfaccia per verificare che non vi siano
danni, aggraffature difettose o connessioni elettriche allentate.
3. Se il cavo di interfaccia è in buone condizioni e il relè non fornisce il
segnale di avvio, il CNC abbandona il segnale di avvio prima che
venga stabilito un arco a regime.
032
Timeout di
mantenimento
Il segnale di mantenimento
è rimasto attivo per più di
60 secondi.
1. Verificare che il cavo di interfaccia non sia danneggiato. I conduttori
di mantenimento della posizione potrebbero essere cortocircuitati
al loro interno.
2. Se il CNC mantiene attivo questo ingresso, potrebbe essere in
attesa di un segnale di rilevamento altezza iniziale (IHS)
completato, proveniente da un’altra torcia.
3. Se il cavo di interfaccia CNC è in buone condizioni e si sta
utilizzando un sistema a torcia singola, sostituire la scheda PCB4.
035
Pressione di
preflusso
troppo bassa
Pressione del gas di
preflusso minore del limite
inferiore di 0,4 bar.
1. Portare il selettore in posizione SET. Il LED a 3 cifre visualizza la
pressione di alimentazione di preflusso. Il valore di pressione
dovrebbe essere compreso tra 6,2 e 8,3 bar.
2. Verificare che la valvola Burkart funzioni correttamente.
042
Errore di
spurgo azoto
Pressione dell’azoto bassa
o nulla durante lo spurgo.
Lo spurgo viene attivato
quando si passa da un
processo con gas
combustibile ad un processo
con ossigeno od aria.
1.Verificare che l’alimentazione dell’azoto sia accesa e controllare la
pressione di alimentazione del gas ed il volume residuo nel
serbatoio di alimentazione.
2. Verificare che il regolatore di pressione del gas sia impostato su
7,2 bar. Vedi Impostazione dei regolatori del gas (Sezione
Installazione).