1 1 esempi di pr ogr ammazione – HEIDENHAIN iTNC 530 (340 49x-02) Manuale d'uso
Pagina 578
578
11 Programmazione: Parametri Q
1
1
.1
1 Esempi di pr
ogr
ammazione
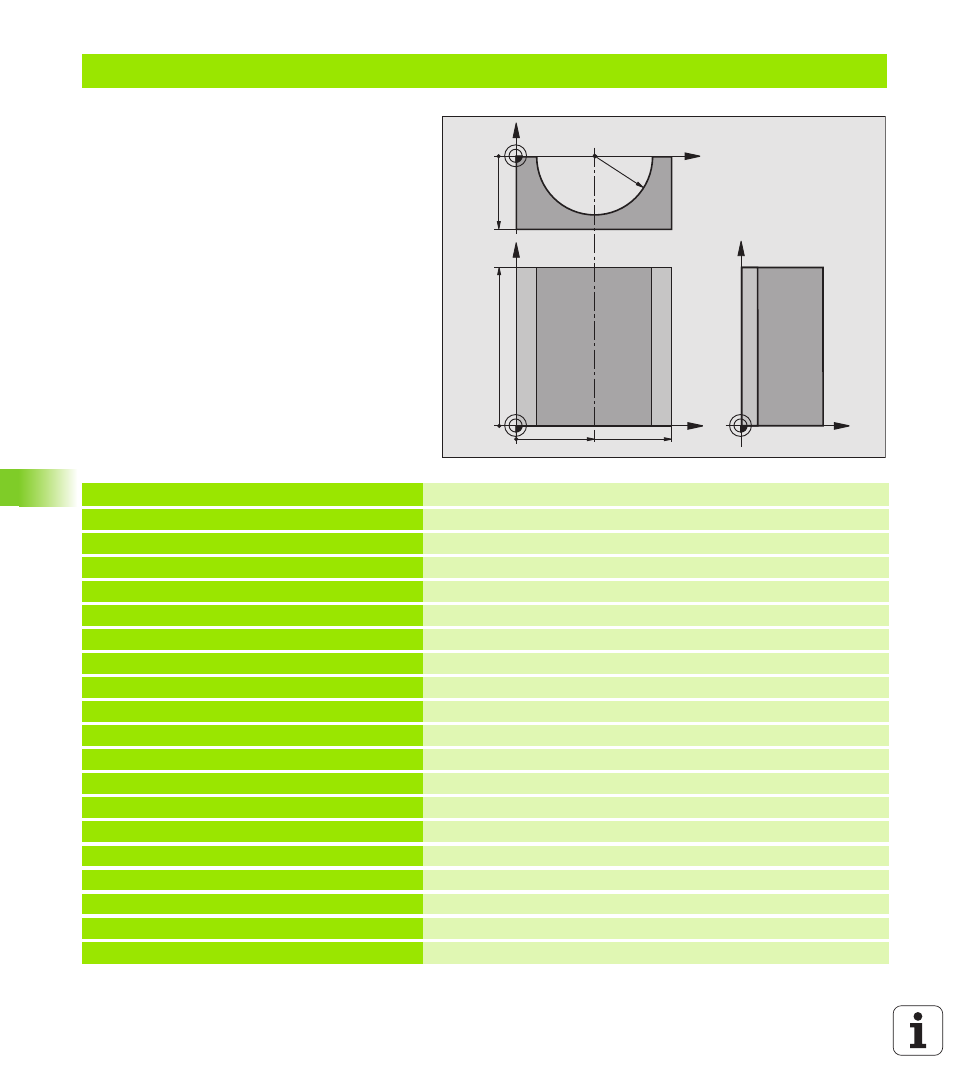
Esempio: lavorazione di un cilindro concavo con fresa a raggio laterale
Esecuzione del programma
Il programma funziona solamente con frese a
raggio laterale; la lunghezza utensile si riferisce
al centro della sfera
Il profilo del cilindro viene programmato con
tante piccole rette (definibili mediante Q13).
Quanti più tagli vengono programmati, tanto più
liscio risulterà il profilo
Il cilindro viene fresato con tagli longitudinale
(qui: paralleli all'asse Y)
La direzione di fresatura viene definita mediante
l'angolo di partenza e l'angolo finale solido:
Direzione di lavorazione in senso orario:
Angolo di partenza > Angolo finale
Direzione di lavorazione in senso antiorario:
Angolo di partenza < Angolo finale
Il raggio dell'utensile viene corretto
automaticamente
0 BEGIN PGM CILIN MM
1 FN 0: Q1 = +50
Centro asse X
2 FN 0: Q2 =+0
Centro asse Y
3 FN 0: Q3 = +0
Centro asse Z
4 FN 0: Q4 = +90
Angolo di partenza solido (piano Z/X)
5 FN 0: Q5 = +270
Angolo finale solido (piano Z/X)
6 FN 0: Q6 = +40
Raggio del cilindro
7 FN 0: Q7 = +100
Lunghezza del cilindro
8 FN 0: Q8 = +0
Rotazione nel piano X/Y
9 FN 0: Q10 = +5
Maggiorazione raggio del cilindro
10 FN 0: Q11 = +250
Avanzamento accostamento in profondità
11 FN 0: Q12 = +400
Avanzamento di fresatura
12 FN 0: Q13 = +90
Numero di tagli
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Definizione pezzo grezzo
15 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+3
Definizione utensile
16 TOOL CALL 1 Z S4000
Chiamata utensile
17 L Z+250 R0 FMAX
Disimpegno utensile
10 CALL LBL 1
Chiamata della lavorazione
19 FN 0: Q10 = +0
Azzeramento della maggiorazione
X
Y
50
100
100
Z
Y
X
Z
-50
R40