Programmazione dei movimenti utensile in din/iso, Apertura e inserimento di programmi 3.2 – HEIDENHAIN TNC 320 (34055x-06) ISO programming Manuale d'uso
Pagina 85
Apertura e inserimento di programmi
3.2
3
TNC 320 | Manuale utente Programmazione DIN/ISO | 8/2013
85
Programmazione dei movimenti utensile in DIN/ISO
Per programmare un blocco, premere il tasto SPEC FCT.
Selezionare il softkey FUNZIONI PROGRAMMA e quindi il softkey
DIN/ISO. Si possono utilizzare anche i tasti grigi di traiettoria per
disporre del relativo codice G.
Se si immettono le funzioni DIN/ISO utilizzando una
tastiera USB collegata, assicurarsi che siano attive le
maiuscole.
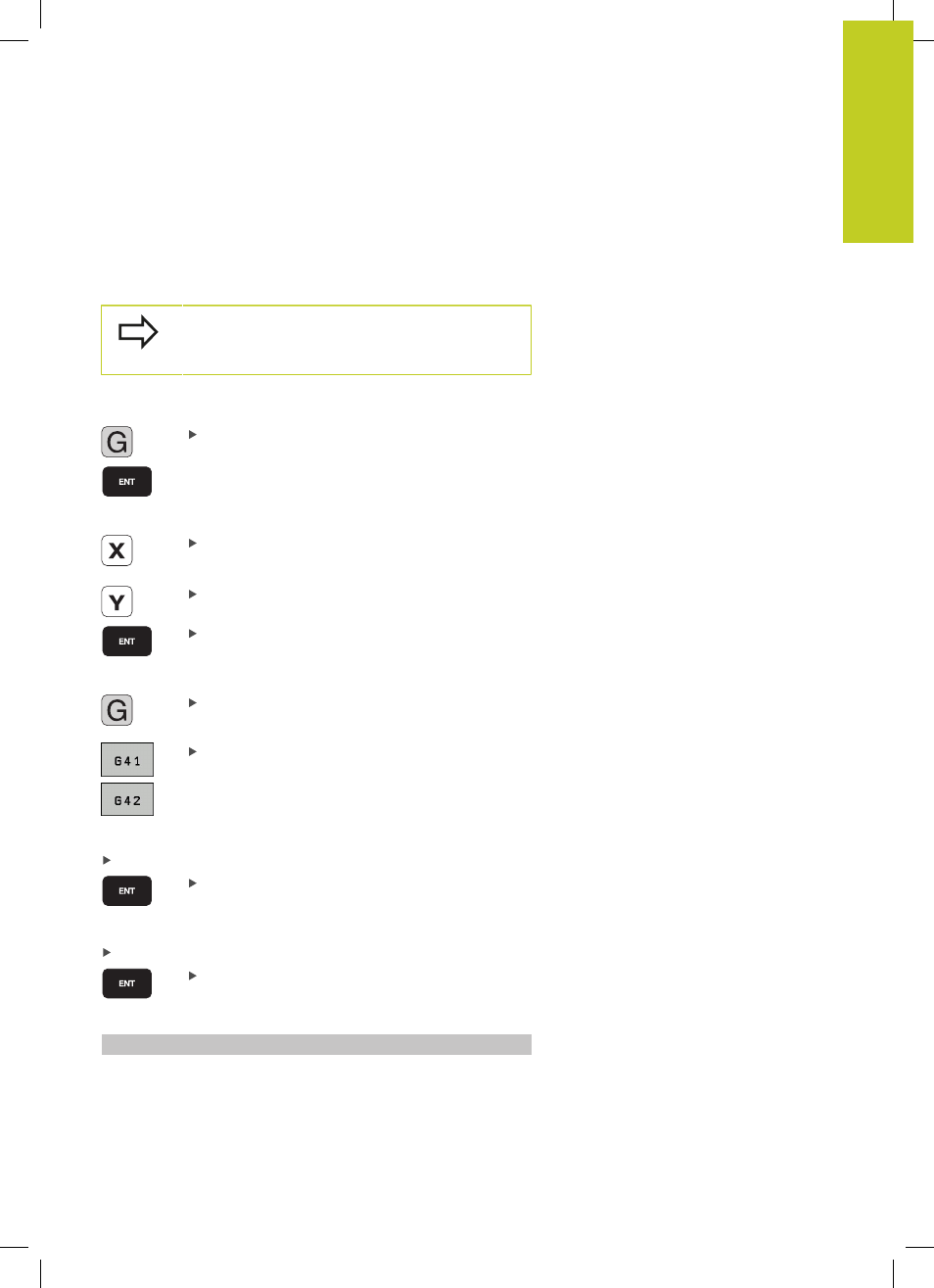
Esempio per un blocco di posizionamento
Inserire 1 e premere il tasto ENT per aprire il
blocco
COORDINATE?
10 (coordinata di destinazione per l'asse X)
20 (coordinata di destinazione per l'asse Y)
Con il tasto ENT passare alla domanda successiva
TRAIETTORIA CENTRO FRESA
Inserire 40 e confermare con il tasto ENT per
traslare senza correzione raggio utensile
oppure
Spostamento a sinistra o a destra del profilo
programmato: selezionare G41 o G42 mediante
softkey
AVANZAMENTO F=?
100 (inserire l'avanzamento per questa traiettoria 100 mm/min)
Con il tasto ENT passare alla domanda successiva
FUNZIONE AUSILIARIA M?
Inserire 3 (funzione ausiliaria M3 "Mandrino on").
Con il tasto ENT il TNC chiude questo dialogo.
La finestra di programma visualizza la riga:
N30 G01 G40 X+10 Y+5 F100 M3 *