125 a taglio schermato – acciaio al carbonio – Hypertherm Powermax125 Rev.1 Manuale d'uso
Pagina 81
Powermax125 Manuale dell’operatore 808084
81
6 – Configurazione della torcia per macchina
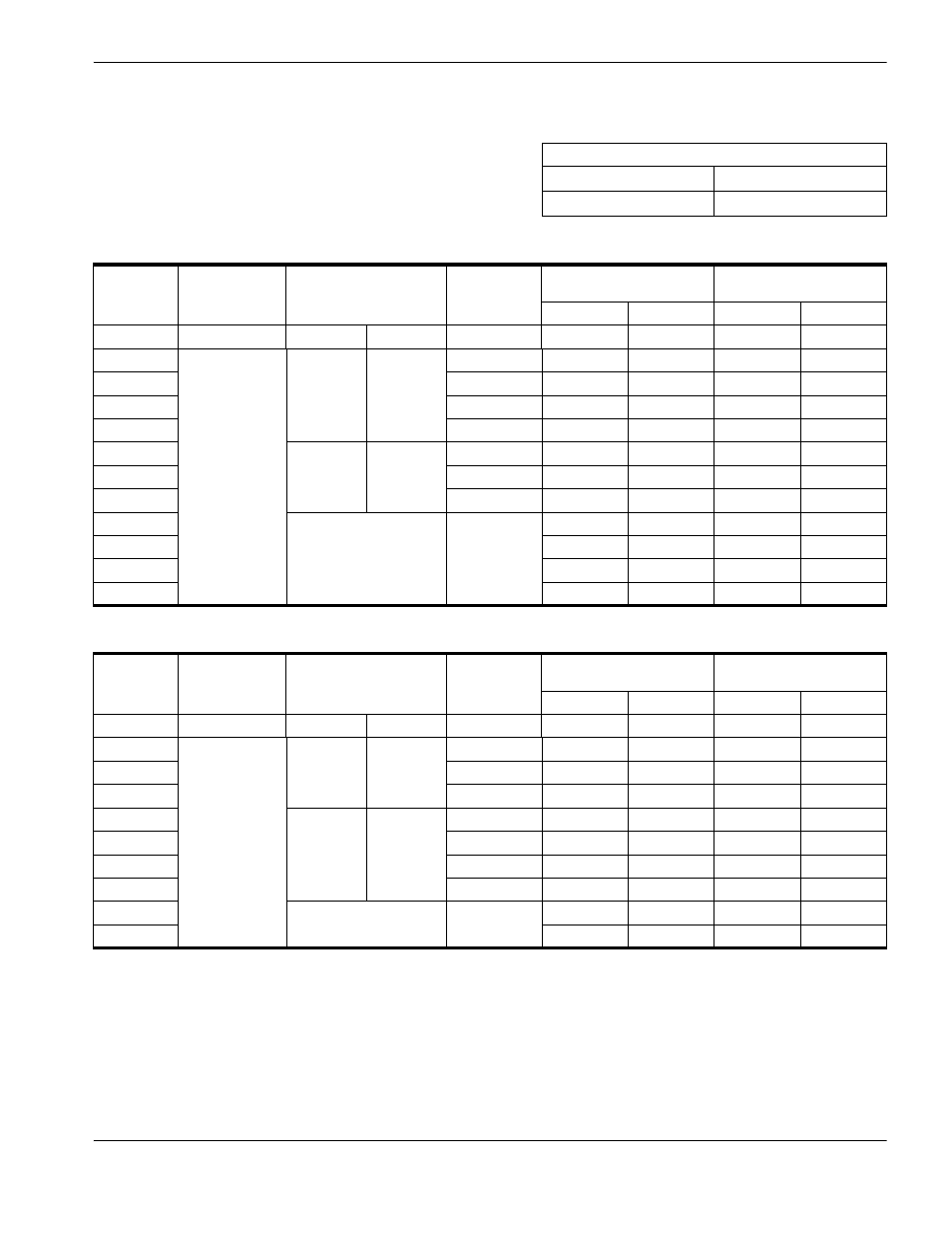
125 A taglio schermato – acciaio al carbonio
Portata aria – slpm/scfh
Calda
260 / 550
Fredda
345 / 730
Metrico
Spessore
del
materiale
Distanza
torcia-lamiera
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Impostazioni
migliore qualità
Impostazioni produzione
Vel. taglio
Tensione
Vel. taglio
Tensione
mm
mm
mm
%
secondi
mm/min
V
mm/min
V
6
4,6
9,2
200
0,2
4980
158
5960
155
8
0,3
3800
158
4570
157
10
0,4
2750
158
3330
158
12
0,5
2050
157
2510
157
16
11,5
250
0,6
1260
162
1660
164
20
2,0
980
165
1140
164
25
3,5
610
169
780
167
30
Inizio Bordo*
1,0
580
169
510
167
32
400
174
500
172
35
340
177
430
175
40
240
180
310
178
Sistema inglese
Spessore
del
materiale
Distanza
torcia-lamiera
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Impostazioni
migliore qualità
Impostazioni produzione
Vel. taglio
Tensione
Vel. taglio
Tensione
pollici
pollici
pollici
%
secondi
poll./min
V
poll./min
V
1/4
0.18
0.36
200
0.2
188
158
225
155
3/8
0.4
114
158
138
158
1/2
0.5
75
158
93
158
5/8
0.45
250
0.6
50
162
66
164
3/4
0.8
42
164
48
163
7/8
2.0
31
168
37
166
1
3.5
23
169
30
167
1-1/4
Inizio Bordo*
1.0
16
174
20
172
1-1/2
11
179
14
177
* Si può sfondare uno spessore fino a 32 mm se il software CNC e il sistema di controllo di altezza torcia consentono
di aumentare temporaneamente la torcia per pulire la bava che si potrebbe formare durante lo sfondamento. Nel software
CNC Phoenix di Hypertherm, ad esempio, questa funzione viene indicata come “altezza evitamento residui”. L’utilizzo
di questa funzione di sfondamento può influenzare la vita utile dei consumabili.