8 arcwriter manuale dell’operatore, Funzionamento guida al processo di marcatura – Hypertherm Plasma Arc Marking System Manuale d'uso
Pagina 21
2-8
ArcWriter
Manuale dell’operatore
3
FUNZIONAMENTO
Guida al processo di marcatura
Fare riferimento alle indicazioni riportate di seguito per ridurre i problemi relativi alla marcatura.
L’inizio del tratto è troppo largo
• Esiste un ritardo da quando il Controllo Numerico riceve il segnale di movimento della macchina
dall’ArcWriter a quando la macchina effettivamente si muove. Durante questo intervallo di tempo, che
dipende dall’equipaggiamento del CNC, la torcia starà in una posizione fissa. Se il ritardo è significativo,
potrebbe verificarsi uno sfondamento del pezzo, perciò Hypertherm raccomanda di ridurre, se possibile, il
ritardo a 50 ms.
• Potrebbe essere necessario aumentare la velocità di accelerazione della torcia.
• Se il livello di corrente viene ridotto, anche la dimensione del foro da centri all’inizio del tratto verrà ridotta.
Notate che potrebbe essere necessario impostare una nuova velocità di marcatura per tenere conto della
ridotta corrente.
• Verificate la distanza tra torcia e pezzo. Potrebbe essere impedito un rapido ed efficace trasferimento
d’arco.
La fine del tratto è troppo larga
• Provate ad impostare una distanza di decelerazione minore.
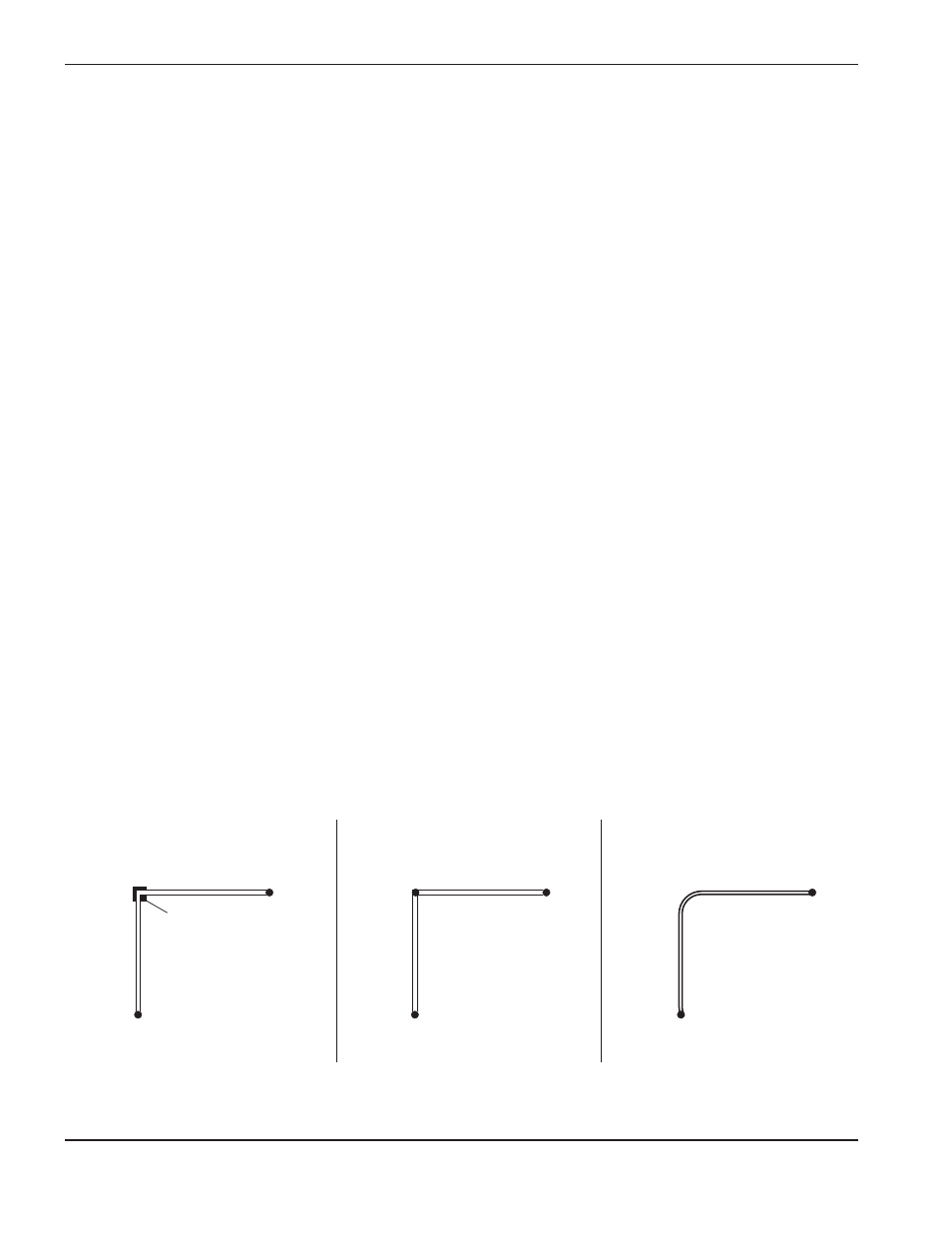
I tratti divengono troppo profondi e larghi in corrispondenza degli spigoli
• Evitate gli spigoli a 90° poiché in questo caso la torcia è costretta a fermarsi completamente. Il metodo
migliore è quello di arrotondare gli spigoli, in modo da non far fermare la torcia. Se è necessario eseguire
uno spigolo a 90° ed il risultato di tale operazione è inaccettabile, è possibile eseguire lo spigolo in due
passi successivi.
• Riducete la corrente quando la torcia si avvicina allo spigolo. La corrente dell’ArcWriter può essere ridotta
fino ad un minimo di 4 A. La riduzione di corrente necessaria dipende dalle caratteristiche di accelerazione
e di decelerazione della tavola di taglio.
• Riducete sia la corrente sia la velocità di taglio per l’intera operazione di taglio.
Figura 2-6
Realizzazione degli spigoli
Fine
Fine
Fine
1
2
Inizio
Inizio
Fine
Inizio
Inizio
Diviene più largo e
profondo con la
diminuzione della
velocità e l’arresto
Evitate gli spigoli a 90°
Operazione in due passi
successivi
Metodo migliore